Roughness Ra vs Rz: Complete Guide to Surface Finish Parameters in CNC Machining
Surface roughness is one of the most important indicators of machining quality. Even when a part appears smooth to the naked eye, microscopic peaks and valleys exist across its surface. Engineers use standardized parameters to quantify these microscopic deviations. Among them, Ra (Arithmetic Average Roughness) and Rz (Mean Roughness Depth) are the most widely used surface finish parameters in manufacturing drawings and quality control.
Understanding the difference between Ra vs Rz is critical for CNC machining, because the wrong parameter choice can lead to sealing failure, premature wear, or poor assembly performance.
This guide explains the key concepts, calculations, measurement methods, and practical engineering applications of Ra and Rz, helping designers and manufacturers choose the correct roughness specification.
Surface Roughness: The Foundation of Ra and Rz
Surface roughness describes the microscopic irregularities that remain on a surface after manufacturing processes such as turning, milling, grinding, or casting. These irregularities form peaks and valleys along the surface profile.
Typical factors affecting surface roughness include:
| Factor | Influence on Roughness |
|---|---|
| Cutting speed | Higher speed often produces smoother surfaces |
| Feed rate | Higher feed typically increases roughness |
| Tool geometry | Sharp tools reduce peak height |
| Material hardness | Hard materials may produce different surface textures |
| Machine stability | Vibration increases roughness |
Even small changes in these parameters can dramatically change the final Ra or Rz value.
Arithmetic Average Roughness (Ra): Definition and Formula
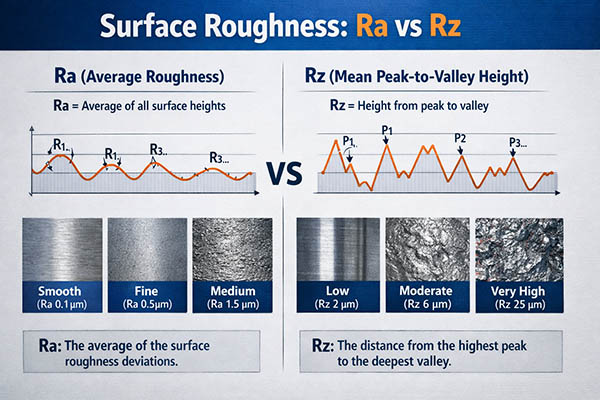
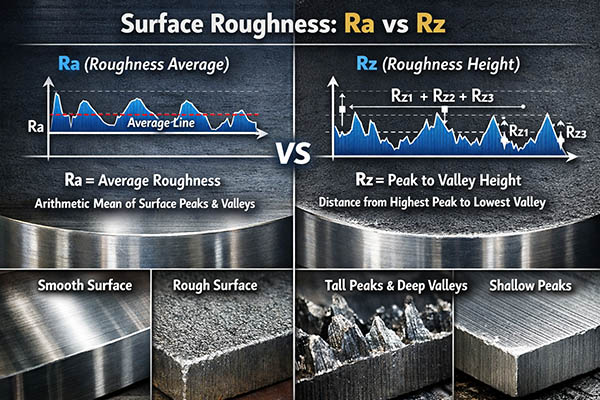
Ra is the arithmetic average of the absolute deviations of the surface profile from the mean line over a sampling length.
In simpler terms, Ra measures the average height difference of all peaks and valleys along the measured surface.
Mathematical concept:
Ra = (1/L) ∫ |y(x)| dx
Where:
- L = sampling length
- y(x) = deviation from the mean line
Key characteristics of Ra
- Most commonly used surface roughness parameter
- Easy to calculate and compare
- Standard on engineering drawings
- Represents overall surface texture
Example
Two surfaces may both have:
Ra = 1.6 μm
But their actual textures can differ significantly if one has deeper scratches. Because Ra averages all deviations, extreme peaks or valleys may not strongly affect the final value.
Mean Roughness Depth (Rz): Definition and Calculation
Rz measures the average height difference between the highest peaks and lowest valleys across multiple sampling sections.
The standard method typically:
- Divide the sampling length into five sections
- Measure the peak-to-valley height in each section
- Calculate the average of these five values
This means Rz captures extreme surface irregularities that Ra might hide.
Key characteristics of Rz
- Sensitive to scratches or deep valleys
- Shows worst-case surface features
- Often higher than Ra values
- Useful for functional surfaces
Core Differences Between Ra and Rz
| Feature | Ra | Rz |
|---|---|---|
| Full name | Arithmetic Mean Roughness | Mean Roughness Depth |
| Measurement focus | Average deviations | Peak-to-valley extremes |
| Sensitivity to defects | Low | High |
| Typical use | General surface quality | Functional surfaces |
| Units | µm or µin | µm or µin |
The key insight:
Two surfaces may have identical Ra values but completely different Rz values because Ra averages the profile while Rz highlights extreme peaks and valleys.

Why Engineers Use Both Ra and Rz Together
In many precision industries, engineers specify both Ra and Rz on technical drawings.
Reasons include:
- Average texture control (Ra)
- Maximum peak control (Rz)
- Better functional prediction
Example specification:
Ra ≤ 0.8 μm
Rz ≤ 4.0 μm
This ensures a surface that is both smooth on average and free from excessive defects.
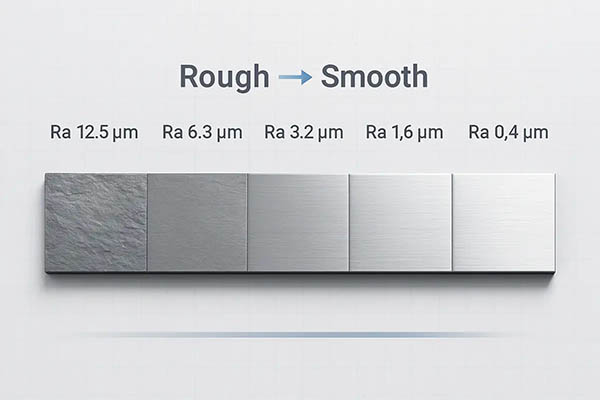
Typical Ra and Rz Values for CNC Machining Processes
Different machining processes produce different roughness levels.
| Process | Typical Ra (µm) | Approximate Rz (µm) |
|---|---|---|
| Rough milling | 6.3 – 12.5 | 25 – 60 |
| Standard CNC machining | 1.6 – 3.2 | 6 – 20 |
| Fine turning | 0.8 – 1.6 | 4 – 10 |
| Precision grinding | 0.2 – 0.8 | 1 – 5 |
| Polishing | <0.1 | <1 |
These values vary depending on machine rigidity, tool wear, and material.
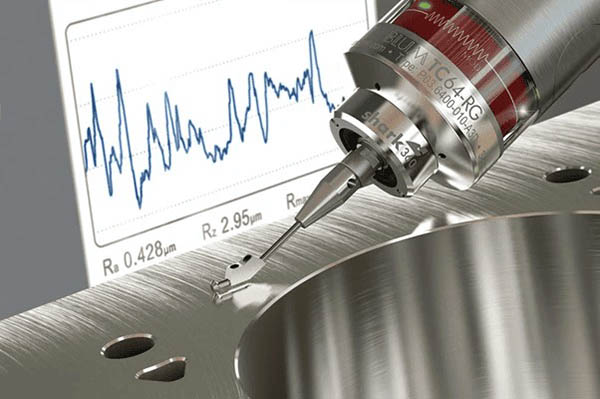
Measurement Methods for Ra and Rz
Surface roughness is typically measured using profilometers.
Common measurement technologies:
Contact stylus profilometer
Most common industrial method.
Process:
- Diamond stylus scans surface
- Vertical displacement recorded
- Software calculates roughness parameters
Advantages:
- High accuracy
- Standardized measurements
Optical roughness measurement
Uses laser or white light interferometry.
Advantages:
- Non-contact measurement
- Suitable for delicate surfaces
When to Specify Ra in Engineering Drawings
Ra is ideal when:
- General surface finish matters
- Cosmetic quality is important
- Large surfaces require uniform texture
- Cost-effective manufacturing is required
Typical industries using Ra:
- Consumer electronics
- Automotive components
- General machining
Because it averages roughness values, Ra provides a quick way to compare surface quality across different manufacturing processes.

When to Specify Rz Instead of Ra
Rz is preferred when surface extremes affect functionality.
Typical cases:
Sealing surfaces
Hydraulic valves
Pneumatic fittings
O-ring contact areas
Deep valleys may cause leaks even if Ra looks acceptable.
Bearing and sliding surfaces
Surface peaks can accelerate wear.
Fatigue-critical parts
Examples:
- rotating shafts
- aerospace fasteners
- structural components
Extreme surface defects reduce fatigue life.
Converting Ra to Rz: Is It Possible?
Some engineers attempt to convert Ra to Rz using approximate relationships.
Common rule of thumb:
Rz ≈ 4 – 7 × Ra
Example:
Ra = 1.6 μm
Rz ≈ 6.4 – 11.2 μm
However, this relationship is not universal because surface profiles vary widely depending on machining processes.
Therefore, direct measurement is always preferred.
Common Surface Roughness Symbols in Technical Drawings
Surface finish is usually specified using ISO surface symbols.
Example callout:
⌓ Ra 1.6
Meaning:
Surface must achieve Ra ≤ 1.6 μm
Additional notes may include:
- machining allowance
- manufacturing method
- direction of lay
These symbols help ensure consistent interpretation between designers, manufacturers, and inspectors.
Practical Example: Ra vs Rz in CNC Machined Parts
Consider a hydraulic valve seat.
Design requirement:
Ra ≤ 0.8 μm
However, during testing, leakage occurs.
Inspection reveals:
Ra = 0.75 μm (within spec)
Rz = 12 μm (too high)
Explanation:
Deep scratches increased Rz but did not significantly affect Ra.
This example demonstrates why relying only on Ra can sometimes lead to performance failures.
How CNC Machining Parameters Affect Ra and Rz
Several machining factors influence final roughness.
Feed rate
Higher feed increases tool marks.
Tool wear
Worn tools create irregular peaks.
Machine vibration
Causes waviness and roughness spikes.
Cutting depth
Large depths increase roughness.
Optimizing these parameters is essential for achieving precise Ra and Rz specifications.
Surface Roughness Optimization Strategies
Professional manufacturers often use these methods to improve surface finish:
- High-precision tooling
- Reduced feed rates
- Coolant lubrication
- Finishing passes
- Grinding or polishing
These processes reduce both average roughness (Ra) and peak-to-valley height (Rz).
Choosing the Right Roughness Parameter for Your CNC Project
Engineers should consider:
| Design Requirement | Recommended Parameter |
|---|---|
| General surface quality | Ra |
| Sealing or contact surfaces | Rz |
| High fatigue resistance | Rz |
| Cosmetic finish | Ra |
| Precision assemblies | Both |
In high-performance engineering, specifying both parameters ensures optimal performance and reliability.
Why Xavier CNC Machining Ensures Accurate Ra and Rz Control
At Xavier, we understand that surface finish is not just a cosmetic factor—it directly impacts mechanical performance, sealing efficiency, and product lifespan.
Our CNC machining services provide:
- Advanced multi-axis machining centers
- High-precision surface roughness measurement systems
- Optimized cutting parameters for consistent Ra and Rz control
- Finishing processes including grinding, polishing, and micro-machining
Whether your project requires Ra 3.2 μm for standard machining or ultra-precision Ra 0.2 μm with controlled Rz values, Xavier engineers ensure that every component meets strict dimensional and surface quality standards. roughness ra vs rz
If you need high-precision CNC machining with reliable surface finish control, Xavier is your trusted manufacturing partner. cnc turning service
Some of the images and text in this article are collected and compiled from the internet. If there is anything inappropriate, please contact us for processing.