
Anodize vs Chem Film: Which Aluminum Finish Is Best for CNC Machined Parts?
When engineers compare anodize vs chem film, they are usually trying to answer a critical manufacturing question: Should the aluminum part prioritize wear resistance and appearance, or electrical conductivity and tight tolerances?
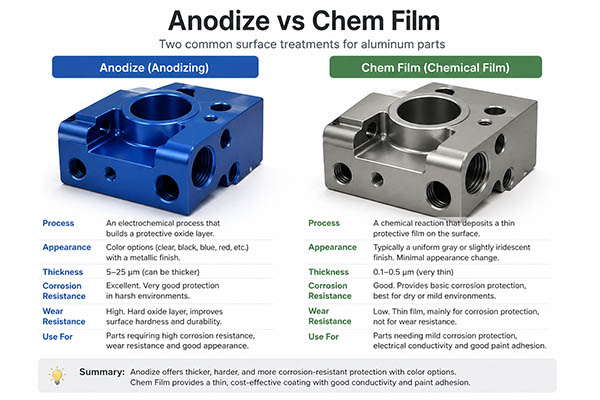
Both finishes are widely used in aerospace, electronics, defense, automotive, and industrial CNC machining. However, they differ dramatically in thickness, hardness, corrosion protection, conductivity, cost, and dimensional impact.
Anodizing creates a hard oxide layer through an electrochemical process, while chem film (also called Alodine, Iridite, or chromate conversion coating) chemically reacts with the aluminum surface to form an ultra-thin conductive protective film. MIL-A-8625 governs anodizing, while MIL-DTL-5541 governs chem film.
15 Essential Topics Covered in This Guide
- What Is Anodizing?
- What Is Chem Film?
- How Each Process Works
- MIL Specifications and Standards
- Coating Thickness Comparison
- Corrosion Resistance Performance
- Electrical Conductivity
- Wear and Scratch Resistance
- Color and Cosmetic Appearance
- Dimensional Tolerance Impact
- Paint and Adhesive Bonding
- Cost and Lead Time
- Typical CNC Applications
- Environmental Compliance
- How to Choose the Right Finish
What Is Anodizing?
Anodizing is an electrochemical process that converts the outer surface of aluminum into aluminum oxide (Al₂O₃). The aluminum part becomes the anode in an acid bath, and electric current grows a hard ceramic-like oxide layer.
Common Anodizing Types
| Type | Standard | Description | Typical Thickness |
|---|---|---|---|
| Type I | MIL-A-8625 | Chromic acid anodize | 0.00002–0.00010 in |
| Type II | MIL-A-8625 | Sulfuric acid anodize | 0.0002–0.0010 in |
| Type III | MIL-A-8625 | Hardcoat anodize | 0.001–0.003 in |
Type II is the most common decorative anodize, while Type III is selected for high-wear applications.
What Is Chem Film?
Chem film is a chromate conversion coating that chemically passivates aluminum. Common trade names include Alodine and Iridite.
Unlike anodizing, chem film does not use electricity. The part is dipped into a conversion bath that forms a very thin protective layer.

Other Names for Chem Film
| Name | Notes |
|---|---|
| Chem Film | Common aerospace term |
| Alodine | Original Henkel trade name |
| Iridite | MacDermid Alpha trade name |
| Chromate Conversion Coating | Engineering term |
Chem film is widely specified under MIL-DTL-5541.
How Each Process Works
Anodizing Process
- Degreasing
- Etching
- Desmutting
- Electrolytic oxidation
- Dyeing (optional)
- Sealing
Chem Film Process
- Cleaning
- Deoxidizing
- Conversion coating immersion
- Rinsing
- Drying
Key Difference
- Anodize: Builds a thick oxide layer.
- Chem Film: Creates a thin chemical conversion layer.
MIL Specifications and Industry Standards
| Finish | Main Specification |
|---|---|
| Anodize | MIL-A-8625 (also referenced as MIL-PRF-8625) |
| Chem Film | MIL-DTL-5541 |
Chem Film Classifications
| Type/Class | Purpose |
|---|---|
| Type II Class 1A | Maximum corrosion protection, RoHS-compliant |
| Type II Class 3 | Low electrical resistance |
Anodize Classifications
| Type | Primary Purpose |
|---|---|
| Type II | Decorative and corrosion resistance |
| Type III | Hard wear-resistant coating |
Coating Thickness Comparison
| Finish | Thickness |
|---|---|
| Chem Film | 0.00001–0.00004 in (0.25–1.0 µm) |
| Type II Anodize | 0.0002–0.0010 in |
| Type III Hardcoat | 0.001–0.003 in |
Practical Impact
A precision bore machined to Ø12.000 ±0.005 mm may need masking or tolerance compensation for anodizing, but usually requires no adjustment for chem film.

Corrosion Resistance Performance
Both finishes improve corrosion resistance, but they work differently.
| Environment | Better Choice |
|---|---|
| Indoor electronics | Chem Film |
| Outdoor equipment | Anodize or Chem Film Class 1A |
| Marine exposure | Hardcoat anodize |
| Painted assemblies | Chem Film pretreatment |
Salt Spray Performance
MIL-DTL-5541 Class 1A coatings are commonly qualified to 168 hours of salt spray testing minimum, while anodized and sealed systems can provide much longer protection depending on thickness and alloy.
Electrical Conductivity
This is often the deciding factor.
| Property | Anodize | Chem Film |
|---|---|---|
| Conductive | No | Yes |
| Grounding surfaces | Poor | Excellent |
| EMI shielding | Limited | Excellent |
Example
A CNC-machined RF enclosure requires conductive mating surfaces so the lid and body maintain electrical continuity. Chem film is usually specified as Type II Class 3.
Wear and Scratch Resistance
| Property | Anodize | Chem Film |
|---|---|---|
| Surface hardness | High | Low |
| Abrasion resistance | Excellent | Poor |
| Scratch resistance | Excellent | Minimal |
Hardcoat anodize can exceed 60 Rockwell C equivalent surface hardness, making it suitable for sliding and contact surfaces.
Color and Cosmetic Appearance
Anodize Colors
- Clear
- Black
- Red
- Blue
- Gold
- Custom dyed finishes
Chem Film Colors
- Clear/colorless
- Light blue
- Gold/iridescent
Color variation is strongly influenced by alloy and process conditions, a point frequently discussed by machinists and finishers.
Dimensional Tolerance Impact
Example Calculation
A Type II anodize thickness of 0.0008 in means approximately half grows outward:
- Total coating: 0.0008 in
- Outward growth: ~0.0004 in
- Hole diameter reduction: ~0.0008 in
For tightly toleranced parts such as bearing seats, this dimensional change must be planned during machining.
Chem film thickness is so small that it is often considered dimensionally negligible.
Paint and Adhesive Bonding
Chem film is one of the best pretreatments before:
- Powder coating
- Epoxy primer
- Aerospace paint
- Structural adhesives
Anodized surfaces can also bond well, but chem film is often preferred for primer adhesion on aerospace parts.
Cost and Lead Time
| Factor | Anodize | Chem Film |
|---|---|---|
| Processing cost | Higher | Lower |
| Lead time | 2–5 days | 1–3 days |
| Masking needs | Common | Rare |
Chem film is generally more economical because it is faster and requires less process control.
Typical CNC Applications
Best Uses for Anodize
- Wear plates
- Pistons
- Camera housings
- Consumer electronics
- Decorative aluminum parts
Best Uses for Chem Film
- Aerospace brackets
- Avionics housings
- Radar enclosures
- Grounding components
- EMI shielded covers
Environmental Compliance
Chem Film
| Type | Hexavalent Chromium | RoHS |
|---|---|---|
| Type I | Yes | Restricted |
| Type II | No | Compliant |
Anodize
Sulfuric acid anodizing (Type II and Type III) is generally compatible with RoHS requirements.
How to Choose the Right Finish
| Requirement | Recommended Finish |
|---|---|
| Electrical conductivity | Chem Film |
| Tight dimensional tolerance | Chem Film |
| Decorative appearance | Anodize |
| Maximum wear resistance | Hardcoat Anodize |
| Lowest cost | Chem Film |
| Custom colors | Anodize |
| Paint pretreatment | Chem Film |
Real Engineering Examples
Example 1: Aerospace Mounting Bracket
- Material: 7075-T6
- Requirement: Corrosion resistance + conductivity
- Finish: MIL-DTL-5541 Type II Class 3
Example 2: Camera Housing
- Material: 6061-T6
- Requirement: Black appearance + scratch resistance
- Finish: MIL-A-8625 Type II Black Anodize
Example 3: Hydraulic Wear Plate
- Material: 6061-T6
- Requirement: Maximum hardness
- Finish: MIL-A-8625 Type III Hardcoat
Common Mistakes Engineers Make
- Choosing anodize when grounding is required.
- Choosing chem film for high-friction surfaces.
- Ignoring dimensional growth from anodizing.
- Omitting the exact MIL specification on drawings.
- Assuming clear anodize and chem film look identical.
Frequently Asked Questions
Is Chem Film Better Than Anodizing?
Not universally. Chem film is better for conductivity and tight tolerances, while anodizing is better for wear resistance and appearance.
Can You Anodize and Then Apply Chem Film?
Certain repair and specialized combinations are possible, but most parts use one primary finish based on functional requirements.
Which Finish Is Cheaper?
Chem film is generally less expensive.
Which Finish Is Stronger?
Hardcoat anodize provides much greater surface hardness and abrasion resistance.
Which Finish Is Used in Aerospace?
Both are common. Chem film is especially prevalent on conductive structural and electronic components.
Final Recommendation: Anodize vs Chem Film
If your CNC machined aluminum part must:
- Conduct electricity
- Maintain precise tolerances
- Serve as a paint base
- Meet aerospace standards
choose Chem Film (Alodine).
If your part needs:
- Wear resistance
- Scratch protection
- Decorative colors
- Enhanced hardness
choose Anodizing.
In many engineering programs, chem film is selected for functional aerospace and electronics parts, while anodizing is selected for cosmetic or wear-critical components.
Why Choose Xavier for CNC Machining and Surface Finishing?
At Xavier, we manufacture high-precision CNC machined aluminum components and provide complete finishing support, including:
- Type II Clear and Black Anodizing
- Type III Hardcoat Anodizing
- Chem Film / Alodine per MIL-DTL-5541
- Electroless Nickel
- Powder Coating
Our engineering team helps customers select the optimal finish based on conductivity, corrosion resistance, dimensional tolerances, and compliance requirements.
Whether you need a conductive 7075 aerospace bracket or a black anodized 6061 electronics enclosure, Xavier delivers:
- Tight tolerance CNC machining
- Certified finishing processes
- Fast prototypes
- Production volumes
- Competitive global pricing
- Full inspection and certification
If you are deciding between anodize vs chem film, Xavier can recommend the best engineering solution and produce your parts to exact specifications.
As a specialized CNC machining manufacturer and global supplier, we focus on custom CNC machining and the fabrication of precision metal components. We also provide a wide range of finishing options, including CNC anodizing surface treatment, CNC electroless nickel plating surface treatment, and CNC chemical conversion coating surface treatment to improve wear resistance, corrosion protection, and overall product appearance. As a leading CNC anodizing surface treatment manufacturer, we offer mass-production CNC electroless nickel plating surface treatment services. Contact us today for an accurate CNC chemical conversion coating surface treatment price.
Some of the images and text in this article are collected and compiled from the internet. If there is anything inappropriate, please contact us for processing.