
Choosing the Right Cutting Fluid for Copper Turning
Selecting the right cutting fluid is crucial in copper machining, directly impacting both machining efficiency and part surface quality.
Common types of cutting fluid for copper include the following: soluble oils (water-soluble emulsions) with excellent cooling properties, environmentally sustainable plant-based cutting fluids, and sulfurized cutting oils suitable for low-speed, high-load machining.
Due to copper’s high ductility and tendency to stick to the tool, the requirements for cutting fluids are particularly stringent during copper turning. This article will provide a detailed analysis of these three types of cutting fluid for copper, guiding you to choose the most suitable solution for different copper materials and machining conditions to achieve efficient and precise processing.
Table of Contents
1.Why Use Cutting Fluids in Copper Machining?
Due to copper’s high thermal conductivity, tendency to stick to the tool, and rapid discoloration, tool wear, chip entanglement, and surface oxidation are common problems during copper machining. Therefore, cutting fluids are necessary to provide cooling and lubrication, dissipate machining heat, reduce tool-workpiece friction, and facilitate chip removal. Choosing the right cutting fluid can also improve the machining environment, efficiency, and part quality.
2.which cutting fluid is used for turning copper?
Common copper cutting fluid types and their suitability:
• Soluble oil (water-soluble emulsion):
Made from a mixture of mineral oil and water, it forms an emulsion that provides excellent cooling, lubrication, and chip evacuation. Widely used in copper machining, especially for medium- and high-speed turning. The pH value should be regularly checked during use; a pH between 8 and 9 is recommended to prevent bacterial growth and corrosion.
• Plant-based cutting fluid:
Derived from renewable resources, it is environmentally friendly and highly biodegradable. Suitable for environmentally sensitive copper machining applications. However, note that it may be less stable at high temperatures, so the choice should be based on specific machining conditions.
• Sulfurized cutting fluid:
Contains sulfurized additives that form a protective film on the tool surface, reducing friction and heat. Suitable for low-speed turning of copper alloys, especially under high loads. Use may cause discoloration of copper parts, so a copper corrosion inhibitor should be added to prevent corrosion.
Key considerations when selecting a cutting fluid for copper:
• Cooling performance:
Copper has high thermal conductivity, so the cutting fluid must effectively absorb and dissipate heat to prevent tool wear and maintain dimensional accuracy.
• Lubrication performance:
Reduces friction between the tool and the workpiece, extending tool life and preventing chip adhesion.
• Chip evacuation:
Effective chip evacuation prevents chips from adhering to the tool and workpiece.
• Corrosion and discoloration control:
Copper releases ions that react with the cutting fluid, potentially causing discoloration. Using a cutting fluid with good hard water resistance can minimize this reaction.
• Environmental friendliness:
Plant-based or other plant-derived cutting fluids are environmentally friendly choices.
3.Is the same cutting fluid used for machining different copper materials?
The choice of cutting fluid for machining different copper materials will vary.
Pure copper is highly ductile and prone to tool sticking. Therefore, machining with this fluid typically requires a more lubricating cutting fluid, such as a soluble oil or microemulsion, to reduce friction and tool sticking.
Brass is hard and brittle, making it suitable for both lubricating and cooling soluble oils or plant-based cutting fluids, which protect the tool and maintain surface quality.
When machining bronze or tin-containing copper alloys, sulfurized cutting fluids can be considered to reduce friction and heat during high-load or low-speed machining, but care should be taken to prevent discoloration or corrosion of the workpiece.
In short, cutting fluids for copper machining should be selected based on the hardness, ductility, and chemical composition of the material to ensure optimal machining and part quality.
4.Copper Turning Process Overview (Version with cutting fluid for copper)
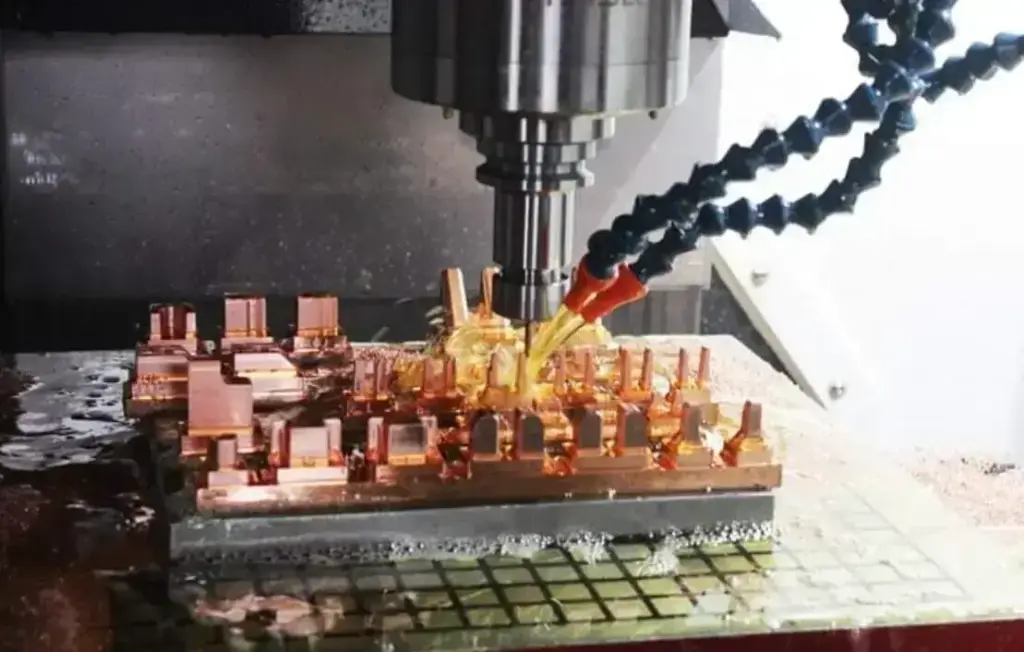
Copper turning is a common metalworking process in which the workpiece is rotated and the tool is moved to create the desired shape. Throughout this process, cutting fluids play a vital role in cooling, lubricating, and removing chips. The following is an overview of the copper turning process, including the use of cutting fluids:
Preparatory Phase
- Workpiece Mounting: Securely clamp the copper material in the lathe chuck to ensure stable rotation.
- Tool Selection: Choose the appropriate turning tool based on the copper material type (pure copper, brass, bronze). Tool materials with high wear resistance and high thermal conductivity are generally used.
- Cutting Fluid Preparation: Choose a copper-specific cutting fluid based on the machining requirements: a soluble oil (water-soluble emulsion), a plant-based cutting fluid, or a sulfurized cutting oil. Adjust the concentration and flow rate to ensure even coverage of the tool and workpiece surfaces.
Cutting Machining Phase
- Start the lathe and rotate the workpiece at a suitable speed while feeding the tool for turning.
- The cutting fluid forms a lubricating film in the machining area, reducing friction between the tool and the copper material and minimizing the risk of tool sticking.
- The cutting fluid dissipates machining heat, preventing tool overheating and workpiece deformation. It also helps dissipate chips and maintains a clean machined surface.
- ✅ Choose the cutting fluid type based on the copper material and machining conditions:
- Soluble oil (water-soluble emulsion): Suitable for medium- to high-speed turning, providing both cooling and lubrication.
- Plant-based cutting fluid: An environmentally friendly option suitable for environmentally sensitive machining.
- Sulfurized cutting oil: Suitable for low-speed, high-load turning, it reduces friction and tool wear, but care should be taken to prevent discoloration of the copper part.

Processing Completion and Post-Processing
- After turning, promptly clean the workpiece and chips to prevent surface oxidation or discoloration caused by residual cutting fluid.
- Check the workpiece dimensions and surface quality to ensure they meet design requirements.
- Filter or replace the cutting fluid based on usage to maintain stable performance for the next machining operation.
By properly selecting and using cutting fluid, copper turning or brass turning can not only improve processing efficiency, but also extend tool life, ensure workpiece surface quality, and achieve high-precision processing.
5.Summary
In copper machining, cutting fluid is only one step in precision manufacturing. Its proper application can improve part processing efficiency and surface quality.
However, overall process capabilities and processing experience are the true determinants of product quality. At Xavier, we have accumulated over 15 years of practical experience in copper CNC turning and milling. With advanced equipment and a professional technical team, we can provide customized solutions for different materials and needs, providing customers with efficient, precise, and competitive products. If you have copper or other metal processing needs, please contact us!

FAQ:
Can copper be dry-cut during machining?
Some types of brass, due to their excellent machinability, can be dry cut under specific conditions, but most copper materials are still recommended to be machined with cutting fluids. Cutting fluids can significantly reduce machining temperature, prevent premature tool wear, and improve the surface quality of the workpiece, making them almost indispensable in mass production.
Will cutting fluid affect the electrical conductivity or surface quality of copper parts?
Cutting fluid itself does not change the electrical conductivity of copper, but if it remains on the surface, it may cause oxidation or discoloration, affecting the appearance or contact resistance. We recommend cleaning the workpiece promptly after machining, and using a specialized cleaning fluid if necessary to ensure surface quality.
What precautions should be taken when machining copper using high-speed CNC machining?
In high-speed CNC turning or milling, the cutting fluid flow rate and spray pattern are particularly important. It is important to ensure continuous coverage of the cutting area to avoid heat concentration.
How should I choose a cutting fluid when drilling or tapping copper?
Drilling and tapping place higher demands on lubrication and chip removal. At this time, you should choose a cutting fluid with outstanding lubrication properties, such as soluble oil or sulfurized cutting oil with extreme pressure additives, which can reduce the risk of drill or tap breakage and maintain the smoothness of the hole wall.