Ultra Precision Machining: What It Really Means in Modern Manufacturing
Ultra precision machining is not a marketing term. It is a manufacturing discipline focused on producing components with sub-micron tolerances, nanometer-level surface finishes, and highly controlled geometric accuracy. It is widely used in industries where even a minor deviation can affect performance, lifespan, or safety.
In practice, ultra precision machining typically refers to dimensional tolerances below ±1 μm, surface roughness values reaching Ra 0.01–0.05 μm, and strict control over form errors such as flatness, roundness, and concentricity.
Below are ten core topics that define real-world ultra precision machining, based on common themes appearing in top-ranking technical and industrial content.
Tolerance Control at the Micron and Sub-Micron Level
Ultra precision machining is defined first by tolerance control. Unlike conventional CNC machining (±0.01 mm) or even high-precision machining (±0.002 mm), ultra precision processes routinely target ±0.5 μm or tighter.
Typical tolerance ranges by process:
| Machining Type | Achievable Tolerance |
|---|---|
| Standard CNC machining | ±10 μm |
| High-precision CNC machining | ±2–5 μm |
| Ultra precision machining | ±0.1–1 μm |
Maintaining these tolerances requires not only machine accuracy, but also compensation for thermal expansion, tool wear, vibration, and material behavior. In production environments, temperature variation of 1°C can cause aluminum parts to expand ~23 μm per meter, which is why climate control and process stabilization are essential.

Surface Finish Requirements and Measurement Standards
Surface finish is a critical differentiator in ultra precision machining. Many applications demand mirror-like surfaces not for appearance, but for optical performance, fluid behavior, or friction reduction.
Common surface roughness targets:
| Application | Typical Ra Requirement |
|---|---|
| Optical mirrors | Ra ≤ 0.02 μm |
| Semiconductor components | Ra 0.02–0.05 μm |
| Precision bearing surfaces | Ra ≤ 0.05 μm |
Achieving these finishes often requires a combination of single-point diamond turning, ultra-fine grinding, and controlled polishing, followed by verification using white-light interferometers or atomic force microscopy (AFM), rather than standard profilometers.
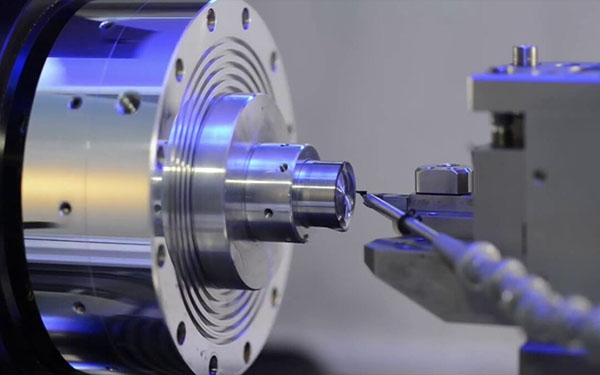
Machine Tool Architecture for Ultra Precision Applications
Ultra precision machining is not performed on standard CNC machines. The machines themselves are engineered to eliminate mechanical and thermal disturbances.
Key machine characteristics include:
- Air or hydrostatic bearing spindles
- Linear motor drives instead of ball screws
- Granite or polymer concrete machine bases
- Position feedback using laser interferometers
These systems allow motion resolution down to nanometer levels, which is essential for producing consistent results across complex geometries.
Material Behavior at Extreme Precision Levels
At ultra precision scales, materials behave differently than they do in conventional machining. Grain structure, internal stress, and anisotropy become critical factors.
Commonly machined materials include:
| Material | Ultra Precision Challenges |
|---|---|
| Aluminum alloys | Thermal expansion, burr control |
| Copper | Tool adhesion, surface tearing |
| Stainless steel | Work hardening |
| Optical plastics | Heat sensitivity |
| Nickel-phosphorus coatings | Brittle fracture risk |
For example, aluminum machined to sub-micron tolerances often requires stress-relieved billets and multi-stage roughing to prevent post-machining deformation.
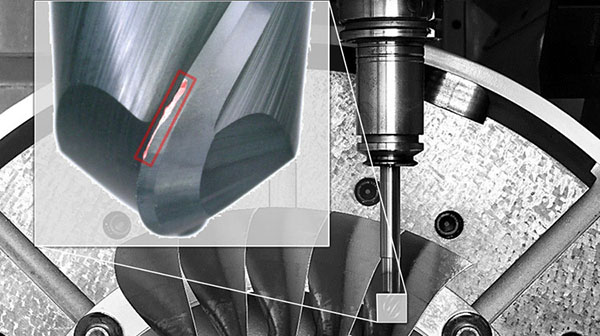
Diamond Cutting and Tooling Strategies
Tooling is at the heart of ultra precision machining. Polycrystalline diamond (PCD) and single-crystal diamond tools are widely used due to their extreme hardness and sharp cutting edges.
Key tooling parameters:
- Cutting edge radius: often < 50 nm
- Tool wear monitored at micro-scale
- Ultra-low feed rates (μm per revolution)
Even microscopic tool wear can cause surface artifacts, which is why tool life is often measured in minutes or parts, not hours.
Environmental Control and Thermal Stability
Ultra precision machining environments are typically maintained at 20 ± 0.1°C, with controlled humidity and vibration isolation.
Environmental factors that affect accuracy:
- Floor vibration from nearby equipment
- Airflow from HVAC systems
- Heat generated by motors and operators
Many facilities isolate ultra precision machines in separate rooms with floating foundations to eliminate external interference.
Measurement, Inspection, and Feedback Loops
Measurement is not a post-process activity in ultra precision machining; it is integrated into the workflow.
Common inspection technologies include:
| Measurement Method | Resolution |
|---|---|
| Laser interferometry | Nanometer |
| White-light interferometry | Sub-nanometer |
| Coordinate measuring machines (CMM) | ≤ 0.5 μm |
| Optical comparators | Profile verification |
Closed-loop feedback systems allow real-time compensation, ensuring consistency across batches.
Typical Industries Using Ultra Precision Machining
Ultra precision machining is driven by industries where performance margins are extremely narrow.
Key application sectors:
- Semiconductor manufacturing equipment
- Aerospace guidance systems
- Medical imaging devices
- Optical and photonics components
- Precision molds for micro-injection molding
In semiconductor lithography equipment, for example, positioning errors greater than 10 nm can directly affect chip yield.
Cost Structure and Production Considerations
Ultra precision machining is not optimized for low cost, but for predictable accuracy and reliability.
Cost drivers include:
- Machine depreciation
- Skilled operator time
- Inspection and validation
- Low material utilization
However, for critical components, the cost of failure often exceeds machining cost by orders of magnitude, making ultra precision machining economically justified.
Design for Ultra Precision Machining (DFUPM)
Designing parts for ultra precision machining requires close collaboration between engineers and manufacturers.
Key design recommendations:
- Avoid unnecessary tight tolerances
- Control wall thickness symmetry
- Specify functional tolerances only
- Define surface finish zones clearly
Poor design decisions can increase machining cost by 30–50% without improving performance.
Why Xavier Is Chosen for Ultra Precision Machining Projects
Xavier approaches ultra precision machining as a controlled system, not just a machining service. From material selection and stress relief to tooling strategy and in-process inspection, every step is engineered for consistency.
With experience in aluminum, copper, stainless steel, and engineered plastics, Xavier supports ultra precision components for optics, medical devices, and high-end industrial equipment. For customers who require repeatable micron-level accuracy, stable quality, and engineering communication—not just parts—Xavier provides a reliable manufacturing partnership.
Xavier is a CNC machining manufacturer specializing in custom metal parts. We support CNC aluminum machining ultra precision machining, CNC stainless steel, magnesium alloy, acrylic, ABS, and plastic machining for demanding applications.
Our capabilities cover CNC aerospace parts machining ultra precision machining, CNC automotive parts machining, and medical components machining ultra precision machining, delivering high accuracy, fast efficiency, and stable quality.
We provide 5 axis milling, CNC milling services, CNC turning services, and Swiss turning services, with surface finishing options including anodizing and electroless nickel plating. As a global supplier, we support batch production—contact us for ultra precision machining pricing.
Some of the images and text in this article are collected and compiled from the internet. If there is anything inappropriate, please contact us for processing.