
Acrylic Machining: A Complete Guide
Acrylic machining is becoming increasingly popular because acrylic is a clear, glass-like plastic that offers high strength, rigidity, and transparency. It is also known as “polymethyl methacrylate (PMMA)” and “plexiglass.” But machining acrylic is a complex process: the material is very fragile, and any excessive force can cause unwanted breakage.
Acrylic is widely used in various industrial applications as an alternative to glass and polycarbonate. It is easy to manufacture and has some extraordinary weathering properties compared to other plastics.
This article will discuss various aspects of acrylic machining, such as how to machine acrylic, tool selection, and finishing methods. This article also discusses some of the difficulties you may encounter during acrylic machining.
The applications of acrylic products are also mentioned below. This material is very brittle, so it is difficult to rely on traditional machining processes. This is why CNC machining is a suitable method to machine acrylic with great precision and accuracy. It is also used for rapid prototyping and manufacturing high-quality acrylic parts for various applications.
Xavier is equipped with modern CNC machines for precise and fast machining operations. If you need acrylic machining services, then Xavier should be your first choice. We focus mainly on customer satisfaction through quality, economical products.
Table of Contents
1.What is acrylic machining?
Acrylic materials are used to develop various products such as prototypes, jewelry, housings, and several other industrial products. Various machining operations such as turning, milling, drilling, finishing, etc. are performed using CNC machines in this process.
1) Some of the CNC machines used to cut acrylic materials are as follows:
- Acrylic engraving machine
- Acrylic milling machine
- PMMA etching machine
- Acrylic laser cutting machine
- Acrylic die cutting machine
- Acrylic micro laser cutting machine
2) Acrylic machining material selection
Acrylic is basically divided into two types, cast acrylic and extruded acrylic.
- Cast acrylic – produced by casting polymer resin into a mold. This manufacturing process produces less internal stress and is suitable for use as laser cutting material and CNC machining material.
- Extruded acrylic – In this method, the poly resin is pressed between a set of steel dies to produce large-sized sheets.
The material thickness of the above methods ranges from 1.5 to 25 mm. Compared to cast acrylic, extruded acrylic is more brittle. We only recommend that you choose cast acrylic for CNC machining purposes.
3) Advantages of choosing acrylic
The reasons for choosing acrylic for machining are as follows:
- It has an absolute impact on strength, this material is 5 times stronger than glass
- Excellent transparency among all engineering materials
- Acrylic is durable, sustainable and UV resistant
- Good electrical and thermal insulator
- Lightweight and easy to machine
- Provides excellent surface finish

2.Material properties of CNC machining acrylic
Acrylic, chemically known as polymethyl methacrylate (PMMA), is a transparent, hard and thermoformable polymer material. It is widely used in CNC machining due to its excellent optical properties, good processability and stable physical properties. The following describes its properties from five aspects: physical, mechanical, thermal, optical and chemical:
(1) Physical properties
Density: about 1.18 g/cm³, light but strong.
Rigidity and stability: has high dimensional stability and is not easy to warp or shrink after machining.
Hardness: Rockwell M grade is about 95, the surface is wear-resistant and the scratch resistance is better than most transparent plastics (such as PC).
Water absorption: as low as 0.3%, and the dimensional change is minimal in a humid environment.
- These properties ensure that acrylic can maintain stable geometric accuracy and appearance quality during CNC machining.
(2) Mechanical properties
Tensile strength: approximately 55–75 MPa
Flexural strength: approximately 115 MPa
Compressive strength: approximately 90 MPa
Young’s modulus: approximately 2.5–3.5 GPa
Impact resistance: 0.35–0.40 kJ/m²
- Please note:
Acrylic is a medium-strength, low-toughness material. Its high rigidity allows it to maintain shape accuracy during cutting, but it is relatively brittle. Therefore, when CNC machining, the following should be used:
Small cutting depth, sharp specialized tools (such as single-edge O-flute), and reasonable feed speeds to avoid chipping, cracking, or whitening.
(3) Thermal properties
Melting point: about 160°C
Heat deformation temperature (0.46 MPa load): about 95°C
Coefficient of thermal expansion: 50–60 ×10⁻⁶ K⁻¹
Thermal conductivity: 0.17–0.19 W/m·K
- Please note:
Acrylic has low thermal conductivity and poor heat dissipation performance. It is easy to heat up locally during cutting and “melt the knife” or melt the edge. Therefore, a moderate speed and intermittent cutting should be used during machining to avoid long-term friction of the tool in the same area.
(4) Optical properties
Transmittance: up to 92%, higher than ordinary glass;
Refractive index: about 1.49;
Gloss and transparency: After machining, the surface can be polished to obtain a mirror gloss and maintain high optical clarity;
UV resistance: excellent, not easy to yellow or become brittle.
- CNC machining of acrylic can produce optical grade transparent parts, which is an ideal material for manufacturing lampshades, optical light guides, display products and medical transparent parts.
(5) Chemical and environmental stability
Chemical resistance: Resistant to dilute acids, alkalis, detergents and most inorganic salt solutions; but not resistant to strong solvents (such as acetone, toluene, etc.).
Weather resistance: Excellent UV resistance and anti-aging properties, no obvious discoloration after long-term outdoor use.
Recyclability: PMMA is 100% recyclable and environmentally sustainable.
- This allows CNC processed acrylic parts to be used in outdoor, laboratory or medical environments for a long time without worrying about chemical degradation or yellowing.
In general, acrylic is a highly transparent, high rigidity, UV resistant, low water absorption, and precision cutting material. However, due to its brittleness and low thermal conductivity, special control of cutting parameters and cooling methods is required during CNC machining.
3.Tool Selection for Acrylic Machining
When working in a machine shop, choosing the right tool for any machining process is one of the most important tasks in performing CNC machining operations.
The tools used to machine acrylic materials are completely different from those used for metal machining. Specially developed tools for plastic machining can also be used for acrylic machining. Avoid using tools that were previously used for machining metal.
Some of the main tool attributes that should be considered are discussed below.
1) Tool Geometry
The ideal cutting tool for acrylic machining has a 5-degree cutting edge rake angle and a 2-degree clearance angle. The clearance angle is essential for a smooth machining process.
Many cutting tools have only a single flute for chip removal, while cutting tools (end mills) with up to 3 flutes can be used for CNC machining operations.
The main purpose of selecting an ideal tool geometry is to remove chips without getting stuck or causing any trouble. Some of the characteristics of less flute and more flute cutting tools are:
Less flute cutting tool:
- It can run at low feed rates
- Generates less heat during machining
- Less rigidity due to thin core material
- Poor surface finish with built-up edge (BUE)
More flute cutting tool:
- It runs at high feed rates
- Generates more heat during acrylic machining operations
- Stronger due to thicker core material
- Better surface finish compared to less flute cutting tools.
2) Using upcut, downcut and straight flute end mills
- Upcut end mill:
When using upcut end mill for machining operations, you will find that it provides smooth operation. The cutting tool pulls the chips away from the cutting position, thus reducing the risk of re-cutting. Up-cut end mills also help maintain the temperature of the cutting point. It requires rigid clamping, and thin plate parts are not suitable for this type of cutting tool.
- Down-cut end mill:
It is suitable for some special applications where the workpiece clamping is not very firm. Down-cut end mills are the best choice for plate machining.
- Straight groove end mill:
Straight groove cutting tools are not the best choice for acrylic machining because their impact force can cause the workpiece to fall out of the clamp. It is recommended to use high-helix tools for the best machining operation experience.
3) Tool materials and coatings
Carbide tools are usually used to process acrylic materials. For large-scale production, some manufacturers use diamond-coated tools for acrylic machining.
The material can also be processed with high-speed steel tools, but it will produce a rough surface. Most machine shops prefer to use carbide tools for cutting.
The coating will produce a slightly rounded cutting edge, making the tool less sharp. Therefore, it is recommended to use uncoated carbide end mills. Acrylic materials are softer and require sharp cutting tools to reduce the heat effect caused by friction.
To extend tool life, cutting tools are often coated with polycrystalline diamond, or PCD. If you require high work quality, consider using a polished end mill. This way, the chips will slide over the chip flute surface due to the smooth surface. This will provide a high surface finish to the workpiece.
4.Design considerations for CNC machining of acrylic
When designing acrylic machining, a reasonable structure can effectively avoid problems such as cracking, chipping and deformation. The following five design points are particularly important:

(1) Avoid sharp corners
Acrylic is relatively brittle, and sharp corners easily accumulate stress and cause cracks. When designing, right angles should be changed to rounded corners or chamfers to make cutting smoother and stress distribution more uniform.
(2) Reduce undercut structures
CNC tools mainly cut in a single direction. Undercuts or undercuts will make processing impossible or require special tools. Such structures should be avoided as much as possible during design to ensure that the parts can be formed in one go.
(3) Maintain consistent wall thickness
Uneven wall thickness will cause different cooling rates, resulting in warping or deformation. The overall thickness should be kept consistent as much as possible. If changes are required, a smooth transition surface should be used.
(4) Reasonably control the hole spacing
If the hole spacing or hole edges are too close, cracks will occur during cutting. It is recommended that the hole spacing be at least twice the hole diameter, and the spacing of the parts subject to stress should be three times the hole diameter.
(5) Optimize corner design
External corners are prone to cracking, and internal corners are prone to stress concentration. Rounded corners or small chamfers should be added to the design to make the cutting process smoother and the edge of the part more complete and smooth.
5.How to machine acrylic?
One of the basic principles of machining acrylic is to remove heat through the chips as quickly as possible. Acrylic has a low melting point of 320 degrees Fahrenheit, so high temperatures affect its cutting performance and surface quality. To reduce the effects of friction, the material is machined at a higher feed rate.
1) Milling
When performing milling operations, avoid using plunge engagement and use surface ramp motion instead. If you have no other choice, use a pecking cycle to reduce the length of the chips. These
chips will stick to the tool and melt the acrylic material through friction. It also blocks the path for the coolant to reach the cutting tool.
During milling, some of the following factors should be considered:
- The workpiece should be perfectly fixed
- The cutting tool should be sharp
- Continuous coolant supply
- Low rotation speed
- Surface finishing after milling
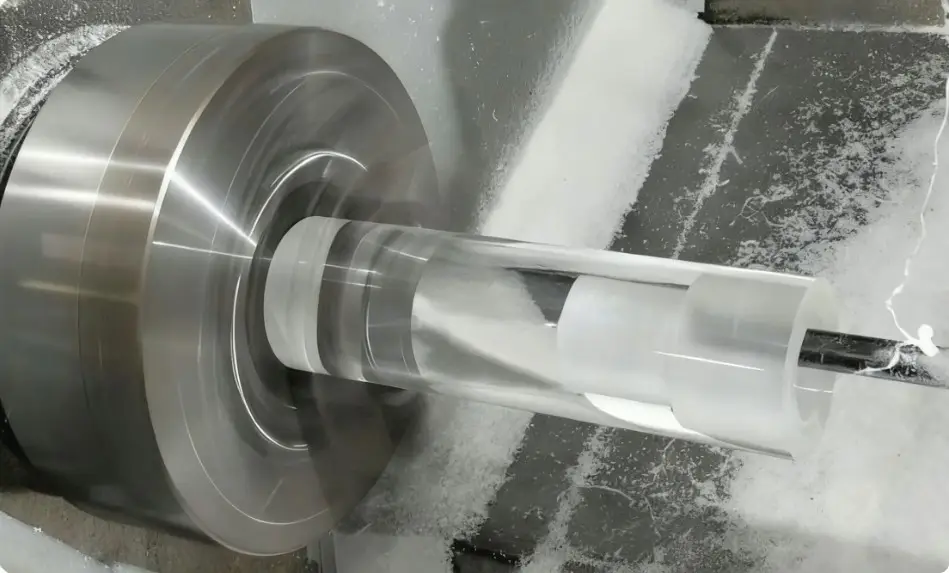
2) Turning
In turning operations, a single-point cutting tool moves along the rotating workpiece to remove unnecessary material. CNC acrylic turning operations are used to perform slotting, facing, boring, and external thread cutting.
Before turning operations, two of the most common problems should be considered:
- During continuous operations, the temperature of the workpiece will gradually increase. To avoid this problem, turning should be performed at a low speed and the workpiece should be cooled regularly.
- The second most common problem is cracks in the workpiece during the turning operation. Using a sharp cutting tool can solve this problem.
Turning operations on acrylic materials are really difficult. If you want to perform turning operations, then you should choose the side with the least material. If you are going to perform facing, it is best to first perform roughing with Z-axis feed and then perform light cutting in the X-axis.
3) Feed and Speed
Before machining any material, you should understand its cutting parameters. So that the machining operation can be carried out smoothly and comfortably.
We recommend that you operate the machine at a low speed and high feed rate. This provides the best chip control and prevents the material from sticking to the cutting tool.
Set the machine speed to 15000 – 18000 RPM and the feed rate should be two or three times the cutting speed. If the feed rate is too small, then the chips will start to flow back to the cutting piece, resulting in a poor surface finish.
4) Coolant
Due to the low melting point of acrylic material, the temperature should be kept low during the cutting operation. Some of the most commonly used coolants are oil mist and flood coolant.
If you are using a polishing tool or diamond tool, then air flow cooling should be your choice. If the coolant contains oil, make sure it does not react with PMMA.
Using high-pressure coolant may be the right choice to remove chips from the cut. We recommend that you use a paper filter instead of a mesh filter to filter the coolant.
6.Finishing Methods Used in Acrylic Machining
These are some of the finishing techniques used to finish CNC machined acrylic parts.
1) Polishing
This is the most widely used method of finishing acrylic parts. By polishing, you can easily remove visible marks on the surface of the workpiece. A perfectly polished part will give a shiny appearance.
2) Texture finishing
It is also commonly used for finishing CNC machine acrylic parts. Texture finishing is done by sandblasting. We can produce various types of textures using this technique.
3) Flame polishing
This method is also used to produce a clear, glossy surface for acrylic products. But there are some disadvantages to using flame polishing. One of them is that it creates tension in the material, which can cause cracks in the workpiece.
4) Acrylic engraving
Engraving is another CNC machining process that engraves textures or patterns on the surface of the workpiece. Acrylic engraving is similar to milling, but uses different cutting tools.
With modern technology, you can easily engrave complex acrylic parts with extreme precision and accuracy. It can also be engraved using a laser engraver. To make the pattern clearly visible, some paint can be filled in the engraved part.
Xavier also provides customers with cost-effective and high-quality engraving services, and the products designed and developed by its machining and manufacturing company are widely used by manufacturers around the world.
7.What is the best way to fix acrylic parts for machining?
Proper fixation of the workpiece on the machine is essential to achieve the desired product quality. Vibrations are generated during machining and if the workpiece is not clamped tightly, it can ruin the entire process. There are many ways to clamp the workpiece, depending on the size of the workpiece and the machining operation.
Small acrylic parts can be fixed using clamps and vises. If we are machining large parts, then we can fix them using glue or tape. Manual fixation takes time and increases downtime. To avoid any delays, we recommend that you purchase a vacuum holding table.
Perfect clamping will increase the efficiency of the work and also help maintain the quality of the product. DEK uses modern machines for acrylic machining so that the work can be done precisely. We are able to develop custom acrylic parts as per the requirements of our customers.
8.Difficulties that may be encountered during acrylic machining
These are some of the difficulties that you may encounter during acrylic machining.
- Cloudy appearance – Before using coolant or any solvent for cleaning, make sure they will not react with acrylic material. Some solvents or oil-based coolants may react with the part or make it cloudy.
- Sticky chips – Continuous operation will produce some sticky chips. This is a serious safety hazard for both the operator and the equipment. Please do everything possible to avoid these chips.
- Overheating – When machining acrylic parts, temperature requirements must be strictly followed. High-speed cutting with low feed rates will generate heat, which will cause the workpiece to melt. To avoid overheating, try to machine at lower speeds and higher feed rates.
- Poor surface quality – You may encounter the problem of poor surface quality. To avoid this problem, try to use a sharp-edged cutting tool with coolant. It can reduce the friction effect and achieve excellent surface quality.
- Sticky chips – Some chips will stick around the machine tool or the machining location. This will cause the temperature in the workplace to rise. To avoid chip sticking, use a polished cutting tool at a low speed and a higher feed rate.
- Machine Failure – It is necessary to perform preventive maintenance on CNC acrylic machines to avoid any malfunction or breakdown. Machining in adverse environmental and operating conditions can also lead to machine failure.
9.Main application areas of CNC acrylic parts
(1) Prototype design and functional verification
In the early stages of product development, designers and engineers often use acrylic to make appearance and structural prototypes. CNC machining can quickly convert CAD models into physical samples for testing assembly, tolerances and functions.
Application examples:
Housing prototypes in industrial design;
Jigs, fixtures and test brackets;
Transparent models of medical devices or consumer electronics for structural visualization and display.

(2) Optical components and optical structural parts
Acrylic has a transmittance of up to 92% and good refractive properties, making it an ideal material in the optical field. CNC machining can achieve high-precision optical surfaces and complex curved shapes.
Application examples:
Camera lenses, optical light guides, prisms;
Optical windows and lens housings in medical devices;
Optically transparent components in disinfection equipment or UV irradiation devices.
(3) Lighting and display systems
In the lighting industry, acrylic’s transparency and light diffusion properties make it the preferred material for lamps and backlight components. CNC processing can achieve complex shapes and high-precision fittings.
Application examples:
LED diffusers, lampshades, light guide modules;
Linear lights and light guide grooves in architectural lighting;
Panels, backlight panels and decorative frames for display screens.
(4) Medical devices and laboratory equipment
Acrylic is a non-toxic, sterilizable, and human tissue-compatible material suitable for use in medical and laboratory environments.
Application examples:
Surgical trays, diagnostic equipment housings, blood analyzer panels;
Laboratory thermostats, incubators, transparent protective covers;
Medical furniture (such as drug storage tanks, observation windows).
(5) Automotive and transportation fields
Acrylic is used in automobiles and transportation equipment to replace glass or metal parts to reduce weight and enhance weather resistance.
Application examples:
Car headlights, taillight covers, instrument panel covers, motorcycle windshields;
Ship cabin windows and instrument housings;
Interior lighting or window components of trains and airplanes.
(6) Architecture and interior decoration
Acrylic’s high transparency, UV resistance and plasticity make it widely popular in the field of architectural decoration.
Application examples:
Building curtain walls and transparent panels for doors and windows;
Indoor partitions, railing guards, display windows;
High-end furniture decorations and lighting art installations.
(7) Signs, displays and advertising devices
Acrylic is an evergreen material in the advertising display industry. CNC processing can achieve smooth edges, precise text engraving and three-dimensional logo shaping.
Application examples:
Company logos, shopping mall guide signs, exhibition display racks;
Museum display covers, retail window display racks;
High-end brand display cabinets, backlit signs.
(8) Aerospace and defense fields
In environments that require light weight, high transparency and weather resistance, acrylic has replaced glass as a key material.
Application examples:
Aircraft cockpit covers, observation windows, instrument shields;
Military optical equipment housings and transparent shields;
Flight simulators and visual test equipment.
(9) Consumer electronics and industrial housings
Acrylic has become a common appearance and protective material in electronic products due to its smooth surface and high gloss appearance.
Application examples:
Smart home touch panels, electronic display screens;
Headphone display stands, audio housings;
Industrial control panels and instrument housings.

(10) Art and creative decoration
Artists and designers favor acrylic for its plasticity and optical expression. Complex patterns and smooth curves can be achieved through CNC processing.
Application examples:
Sculptures, lighting installations, interactive artworks;
Architectural art walls, decorative furniture;
Creative shapes and multi-layer assembly structures in exhibitions.
10.Conclusion
In the above article, we discussed acrylic machining in detail. We found that cast acrylic is a suitable material for acrylic machining and multiple CNC machines are used in the machining process.
We concluded that acrylic machining is widely used in various manufacturing industries. Cutting tools with more grooves are suitable for machining purposes. The ideal machining operation is performed at low speeds and higher feed rates. To avoid overheating, polishing cutting tools with coolant are used in the process.
This article also discussed some appropriate ways to fix acrylic parts in the machine. We mentioned some techniques suitable for finishing acrylic materials such as polishing, texture finishing, and flame polishing.
The most common problems and their solutions are also discussed in detail. Finally, some applications of CNC acrylic machining are also mentioned. Now you have enough knowledge about acrylic machining. After reading this article, you can easily set the ideal operating conditions for machining acrylic products.
If you are looking for an experienced CNC machining manufacturer, Xavier is your ideal choice. The Xavier team is well-equipped to provide high-quality CNC machining solutions. If you need more information or to discuss your machining needs with us, please feel free to contact us.
FAQs:
Can acrylic be CNC machined?
Yes. CNC is one of the most common methods for machining acrylic, suitable for parts requiring high precision, complex shapes, or thick plate cutting. Compared to laser cutting, CNC can machine deeper features, such as threaded holes, slots, and three-dimensional shapes, while also producing smoother edges.
Why does acrylic often melt or produce white edges when cutting?
This is because the tool cutting speed is too slow or the spindle speed is too high, preventing heat from being dissipated quickly, causing the acrylic to soften or burn. The solution is to increase the feed rate, reduce the spindle speed, and use a single-edge tool with good chip evacuation, while also keeping the cutting area clean and adequately cooled.
Which tool should be used for machining acrylic?
Single-edge carbide or diamond tools are recommended. Single-edge tools offer smooth chip evacuation and low cutting resistance, effectively preventing sticking. If a very high surface finish is required, diamond tools can be used for fine finishing to achieve a mirror finish.
What are the typical cutting parameters for CNC machining acrylic?
Typically, the spindle speed is controlled between 8,000–18,000 rpm, and the feed rate is maintained high to ensure smooth chip evacuation. The depth of cut can be controlled between 0.3–0.8 mm, adjusted appropriately based on the tool diameter and material thickness.
Which is more suitable for CNC machining: cast acrylic or extruded acrylic?
Cast acrylic is more suitable. It has low internal stress, high transparency, and is not easily melted during cutting, making it suitable for precision machining. Extruded acrylic, on the other hand, is softer and prone to tool sticking or stress cracking during cutting, making it unsuitable for high-precision structural parts.
1 Comment
I congratulate, it seems magnificent idea to me is