
Sharing practical experience and operation skills of turning copper parts
Turning copper parts is both common and difficult in mechanical processing. The high ductility and thermal conductivity of copper make the chips easy to stretch and the tool easy to stick, which will affect the surface quality and processing efficiency if not paid attention. This article combines rich practical experience to systematically share the key technical points of copper turning, including cooling method, cutting speed, feed rate, tool selection and processing sequence, to help processing personnel complete turning tasks more efficiently and stably in actual operation.
1.Characteristics of copper
(1) Advantages of copper
Excellent electrical conductivity: second only to silver, it is the most widely used conductor in electrical and electronic components in the world.
Excellent thermal conductivity: suitable for applications such as radiators and heat exchangers that require high thermal conductivity.
Good ductility and plasticity: extremely ductile, it can be drawn into thin wires or rolled into thin sheets.
Strong corrosion resistance: especially in water and seawater applications, which makes it widely used in pipes of water systems.
Antibacterial properties: It has natural antibacterial properties and is often used in medical equipment, drinking water pipes, etc.
(2) Disadvantages of copper
Poor machinability: Due to its high ductility and plasticity, it is easy for the tool to stick to the cutting tool and the chips do not break during cutting, causing the tool to wear quickly.
Low strength and hardness: It is not suitable for high-load or impact-bearing structural parts.
High price: As a non-ferrous metal, its cost is higher than that of common metals such as iron and aluminum.
Easy to oxidize and discolor: Long-term exposure to air will form patina, which affects the appearance and requires surface treatment.
Heavy weight: Compared with light metals such as aluminum, it has a high density and is not suitable for occasions with strict requirements for lightweight.
2.Is copper difficult to process?
Yes, pure copper itself is very difficult to process for two main reasons:
Extremely high ductility and plasticity – the chips do not break during cutting, and it is easy to form long filamentous chips and wrap around the tool.

Easy to stick to the tool – the chips are easy to weld to the tool and workpiece surface, causing friction heating, surface quality degradation, and even accelerated tool wear. This is similar to the situation with 1xxx series pure aluminum: while the material is soft, it has poor machinability.
However, most industrial applications don’t directly process pure copper; instead, copper alloys are used.
Adding zinc (Zn), tin (Sn), aluminum (Al), and silicon (Si) to copper alloys can make chips break more easily.
Adding lead (Pb) and selenium (Se) to copper alloys significantly improves machinability, bringing machinability close to that of some steels.
Thus, copper alloys offer significantly better machinability than pure copper, enabling efficient and stable machining under appropriate cutting parameters and cooling conditions.
In other words:
Pure copper: Difficult to machine (excessive ductility, prone to tool sticking).
Copper alloys: Relatively easy to machine (excellent machinability if the parameters are appropriate).
At this point, we’ve clearly understood the inherent properties of copper: its high ductility and plasticity make it irreplaceable in electrical performance, but also make machining quite challenging. This explains why copper alloys (brass, bronze) are often preferred over pure copper.
The following are the machining characteristics of copper and its alloys:
| Copper Type | Density (g/cm³) | Melting Point (°C) | Boiling Point (°C) | Ductility | Thermal Conductivity (W/m·K) |
| High purity copper (>99%) | 8.9 | 1,083 | 2,595 | 0.5 | 401 |
| Free-machining copper | 8.94 | 1,080 | n/a | n/a | 377 |
| Brass | 8.73 | 930 | 1,100 | n/a | 144 |
| Bronze | 8.8 | 910 | 2,300 | n/a | 189 |
However, in real-world production, there are still situations where copper must be turned directly, such as electrical components, precision connectors, and specialized conductive parts. These components all fall under the category of turned copper parts. This raises the question: What considerations should be taken when turning copper parts? Below, we will discuss cooling methods, cutting speeds, feed rates, tools, and machining sequence. These considerations are common in real-world production.
3.Can copper parts be turned dry? Is coolant required?
Copper has high thermal conductivity and ductility, so dry turning is partially possible. However, dry cutting increases the risk of chip adhesion and surface welding, so coolant is generally required, preferably a water-based coolant or a light oil lubricant. However, be aware that some oils and coolants can cause discoloration or oxidation on the copper surface, so it is recommended to use a coolant specifically formulated for copper alloys. Some technicians use lubricants such as WD-40 to reduce adhesion.
4.How does feed rate affect the quality of copper turning parts ?
Feed rate refers to the amount of material removed per tool revolution or tooth. It directly affects chip shape, tool forces, and machined surface quality. If the feed rate is too low, the chips will become thin and long, easily tangling with the tool or workpiece. They may also stick to the tool, forming chip welding, resulting in a rough surface and even tool damage. If the feed rate is too high, the cutting forces increase instantly, causing tool chipping, vibration, and dimensional accuracy to be affected.
In practice, we generally recommend starting with a moderate feed rate for trial cutting, approximately 0.1–0.25 mm/rev. For small-diameter parts or finishing, keep the feed rate to the lower limit, while slightly increasing it for roughing or large-diameter parts. Using chipbreaker inserts, tools with chipbreaker grooves, and high-pressure coolant can effectively reduce long chips and tool sticking. Also, try to maintain a continuous feed rate during machining and avoid stopping the tool randomly. This prevents chip breakage and ensures a safer and more stable tool and workpiece.
Additionally, when turning copper parts, closely monitor the three key factors: chip formation, tool temperature, and surface condition. Chips should be short or curly, tool temperature should not be excessively high, and the surface should be scratch-free. When all three conditions are met, your tool and cutting parameters are correct. At this point, fine-tune the feed until chip breaking is achieved without overloading.
5.What cutting speed should be used when turning copper parts?
Cutting speed refers to the speed at which the tool moves across the workpiece surface. It significantly influences chip formation, tool life, and surface quality. Copper’s machining properties lie between those of brass and mild steel, so consider the following ranges when selecting cutting speeds:
Pure copper: 80–200 m/min is generally recommended.
Brass: 150–300 m/min is generally recommended.
Some experienced machinists may mention using 500 m/min for copper wire turning, but this is typically used for very specific small workpieces or wire drawing applications. Generally speaking, if the speed is too high, friction will increase in the contact area between the tool and the workpiece, making tool burning more likely.
A safer approach is to start with a reference to the cutting speed for mild steel, then gradually adjust based on the specific tool material, tool tip geometry, and machine tool rigidity. For example:
If the tool is sharp and the machine tool is rigid, try approaching the upper speed limit to improve efficiency.
If the workpiece is soft and the tool wear resistance is average, lower speeds can be used to ensure stability and surface quality.
In short, faster cutting speeds are not necessarily better. Instead, it’s crucial to consider the specific conditions of the tool, machine tool, and workpiece to find a balance between efficient cutting and preventing tool burning or sticking.
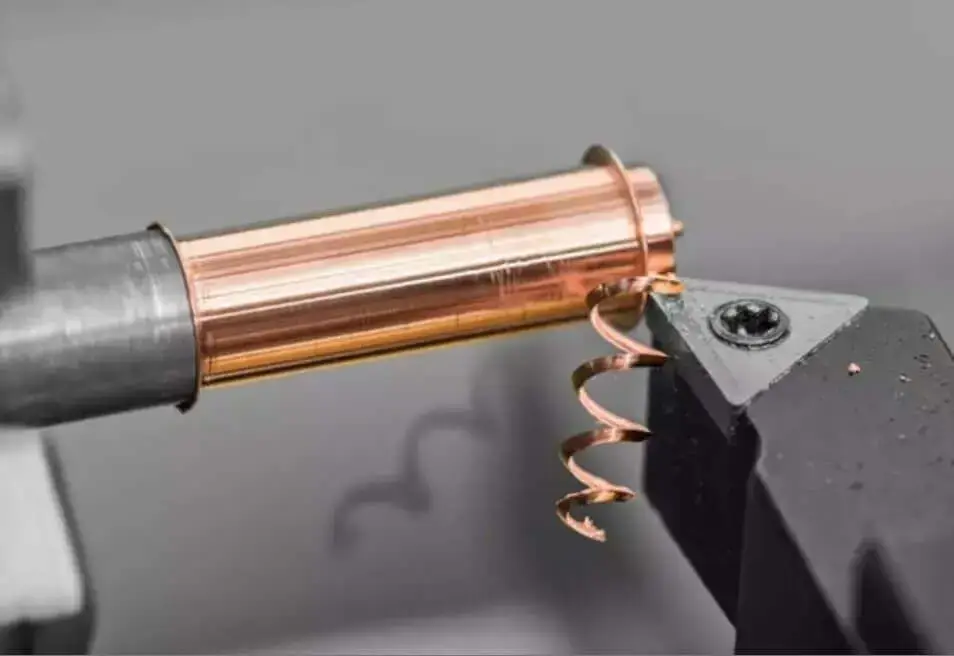
6.Why does copper produce long, thin chips even at high cutting speeds? How can this be avoided?
One of the biggest challenges in machining copper is its softness and toughness. Unlike cast iron, which is brittle and breaks naturally after cutting, copper is continuously stretched by the tool like a wire, resulting in long, thin chips. Even if you spin the spindle very quickly, this ductility persists, causing chips to stretch significantly and even become entangled in the workpiece or tool, hindering machining.
To avoid this, several approaches can be taken:
1) When selecting cutting tools, try using inserts with chipbreakers or tools with specialized chipbreaking geometry. These break the chips and prevent them from stretching indefinitely.
2) Avoid using too little feed; increase the feed appropriately while also ensuring a sufficient depth of cut. This will increase the cross-sectional area of the chips and make them more susceptible to breakage.
3) Ensure sufficient coolant, preferably high-pressure coolant, to both carry away the chips and reduce the temperature, preventing them from sticking to the workpiece surface.
4) Design interrupted cuts into the process, such as using a router to create a few grooves first. This will ensure that the chips naturally break off at the groove.
5) Tool geometry also plays a role. For example, appropriate rake angles, relief angles, and tip radius can all help to curl the chips more tightly, ultimately breaking them off.
For slender parts or workpieces that are particularly sensitive to chip entanglement, an air gun or mechanical chip removal can be used to forcibly blow away the chips. This eliminates the risk of entanglement.
7.We usually recommend the processing sequence for turning copper parts
Generally speaking, copper turning can be arranged according to the principle of “roughing first, finishing second, and outline first, details second.” A common and practical order is:

1) Forming Tool: Use a forming tool to create the general outline first. Precision is not paramount, but the focus is on defining the shape.
2) Rough Turning: Remove most of the excess material at once to avoid deformation or extended machining time due to excess stock later.
3) Finish Turning: When stock is relatively uniform, perform dimensional and surface finishing. This step requires a smaller stock removal and a more stable tool path to ensure accurate dimensions and a smooth surface.
4) Thread Cutting or Tapping (if the part requires threads): This step, performed after finishing, ensures thread accuracy and integrity.
5) Parting: Finally, separate the parts. Be careful to control burrs during parting. Flushing with coolant is recommended if necessary to prevent surface damage from falling parts.
There are a few tips to keep in mind:
During roughing, try to remove most of the stock at once. Avoid grinding incrementally, as this will cause the workpiece to heat up and deform more easily.
During finishing, maintain shallow cuts, sharp tools, and sufficient coolant to ensure a smooth finish.
For slender or thin-walled parts prone to elastic deformation, add a center rest, shorten the tool extension, or perform the work in sections to minimize vibration and deformation.
To summarize: While the order isn’t rigid, following the principle of “large parts first, small parts later, roughing first, fine finishing” is generally a surefire way to go.
8. Main types of copper
(1) Pure copper
Pure copper is characterized by high electrical conductivity, high thermal conductivity and good ductility. According to the purity and oxygen content, pure copper is further divided into:
Industrial pure copper (UNS C10100–C13000): impurity content is less than 0.7%, commonly used in motors, heat exchangers, etc.
Electrolytic copper (typical grade C11000): purity reaches 99.95%, conductivity is close to 100%, commonly used in electrical applications such as wires, cables, and busbars.
Oxygen-free copper (C10100 OFE, C10200 OF): contains almost no oxygen, has excellent conductivity, and is commonly used in high vacuum electronic devices and precision electrical components.
(2) Copper alloys
In order to improve the strength, hardness, wear resistance or machinability of copper, different elements are added to copper to form alloys. Common ones are:
Brass (copper + zinc): good machinability and corrosion resistance, commonly used in pipes, musical instruments, and decorative parts.
Bronze (copper + tin/phosphorus/aluminum, etc.): good strength and wear resistance, commonly used in bearings and ship parts. Free-cutting copper: A small amount of sulfur, nickel, phosphorus, tin and other elements are added to copper to improve its machinability. It is often used in gears, hydraulic parts and electrical components.
(3) Common morphological types in industrial applications
In addition to the classification based on composition, copper also has some common forms in industry:
Copper wire: It is widely used in electrical transmission and electronic manufacturing due to its high conductivity.
Copper pipe: It is corrosion-resistant and has a long service life. It is often used in water supply and drainage and air conditioning systems.

Copper plate/sheet: It has good ductility and can be processed into various parts or decorations.
Copper nanoparticles: The size ranges from 1 to 100 nanometers. It has special catalytic and antibacterial properties and is mainly used in emerging materials and chemical fields.
Get instant quotes for copper machining with Xavier
Xavier offers instant quotes for 5-axis machining, CNC turning, CNC milling, drilling, tapping, grinding, casting, die-casting, forging, heat treatment, and surface treatment. The following materials are available for quotes and orders 24/7.

Copper C110 | CU ETP
Oxygen-free high thermal conductivity (OFHC) copper
Copper (C110) is a pure at 99.90% copper alloy, with universal for electrical applications high thermal conductivity and good corrosion resistance.
OFHC
Copper C101 | CU OFE
Copper (C101), 99.99% pure, is a copper alloy with excellent conductivity and high corrosion resistance and toughness.
We also offer the following copper alloys:
Brass Cz121
Brass Cz121 | C38500 | 2.0401 | CuZn39Pb3
Brass Cz121/C360 (CNC machining) is a highly machinable alloy with good tensile strength and natural corrosion resistance. Ideal for parts that require low friction.
Brass C360
Brass C360 | 2.0375 | CuZn36Pb3 | 319 grade 2
Brass C360 (CNC machining) is highly machinable alloy with good tensile strength and natural corrosion resistance. Ideal for parts that require low friction.
Summary:
Overall, successful copper turning relies not only on theory but also on experience and meticulous control. Mastering the appropriate cutting speeds and feeds, selecting the right tools and cooling methods, and following a scientific machining sequence are all key to ensuring machining stability and part quality. We hope this practical guide will provide machinists with a practical reference, making each copper turning operation smoother and more efficient while minimizing potential problems and tool wear.
FAQ:
What are the differences between copper turning and aluminum turning?
Copper is more ductile and more susceptible to tool sticking and burrs during machining, while aluminum is more susceptible to deformation. Generally speaking, copper machining requires higher tool sharpness and cutting fluid requirements.
What’s the best copper for turning?
Among copper materials used in turning, 101 copper is the best choice. Its 99.9% purity makes it an excellent conductor of electricity, while its ductility makes it suitable for machining into a wide variety of shapes. Engineers often use this metal for a variety of applications due to its cost-effectiveness.
What’s the difference between copper and brass?
The main difference between copper and brass lies in their composition: copper is a pure metal, consisting almost entirely of copper itself, while brass is an alloy, typically composed of copper and zinc. To meet varying performance requirements, brass can also be doped with small amounts of elements such as tin, lead, aluminum, or manganese to improve its strength, corrosion resistance, or machining properties.