Broaching Machining Guide – Broaching Machines, Broaching Types, and Broach Tools
Broaching machining is a machining process that uses specialized tools called broaches to remove material. With a series of progressively deeper cutting teeth, broaches can create grooves, flutes, and other complex shapes.
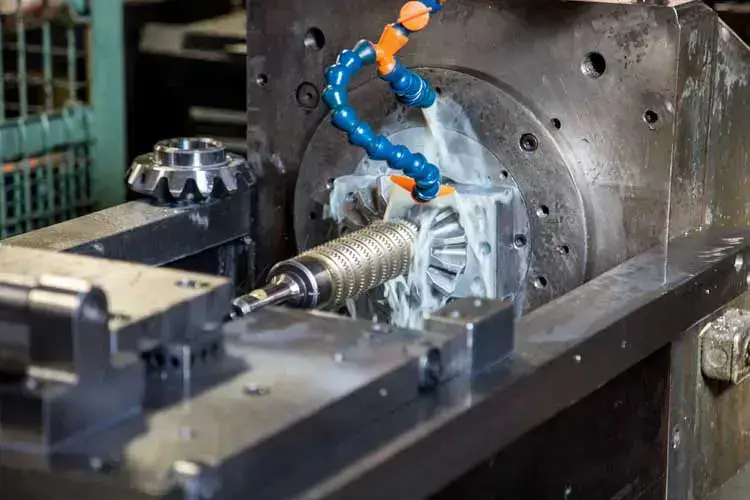
During broaching, the broach is pushed into or pulled across the workpiece, resulting in a final product with high precision and a good surface finish.
Broaching machining is the process of removing metal from a workpiece by cutting along a predetermined path. This process can occur with the workpiece stationary and the tool moving, or with the tool stationary and the workpiece moving.
During the process, there may be some relative rotation between the tool and the workpiece, allowing the broach to broach from the center of the workpiece outward or from the outer layers inward.
Finally, did you know? Broaching machining is one of the fastest metal removal methods, capable of rapid material removal. Compared to other machining techniques, broaching metalworking can efficiently produce complex shapes and contours in a shorter time.
Table of Contents
1.What is Broaching Machining?
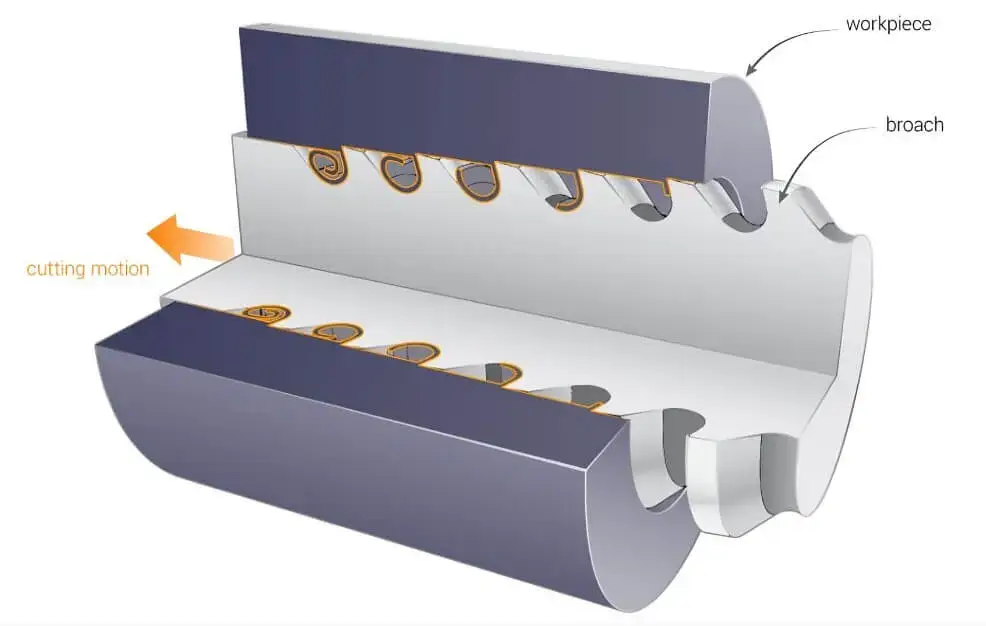
Broaching machining involves the gradual removal of material from a workpiece using a multi-toothed cutting tool, called a broach, through axial motion. The number of teeth on a broach increases gradually, enabling it to sequentially cut the desired shape in a single operation. During broaching, the multi-toothed tool typically moves along a predetermined path while the workpiece remains stationary. Sometimes, the workpiece moves while the tool remains stationary, and rarely, relative rotation occurs. Cutting can occur from the center of the workpiece outward or from the outer edges inward.
Broaching is widely used in industries such as automotive, aerospace, precision machinery, and medical devices, and is particularly well-suited for mass production and the manufacture of high-precision parts.
In short, broaching is an efficient and precise metal cutting process suitable for manufacturing parts requiring high precision and complex shapes.
2.Basic Components of Broaching Machining
Broaches
Broaches are the core component of the broaching process and are typically slender, multi-toothed tools. They are designed to gradually cut the workpiece into the desired shape. The amount of cutting per tooth gradually increases, enabling roughing, semi-finishing, and finishing operations.
Workpiece
The workpiece is the material being broached and is typically made of various metals, such as steel, aluminum, or brass. The shape and size of the workpiece must be compatible with the design of the broaching tool to ensure machining accuracy and efficiency.
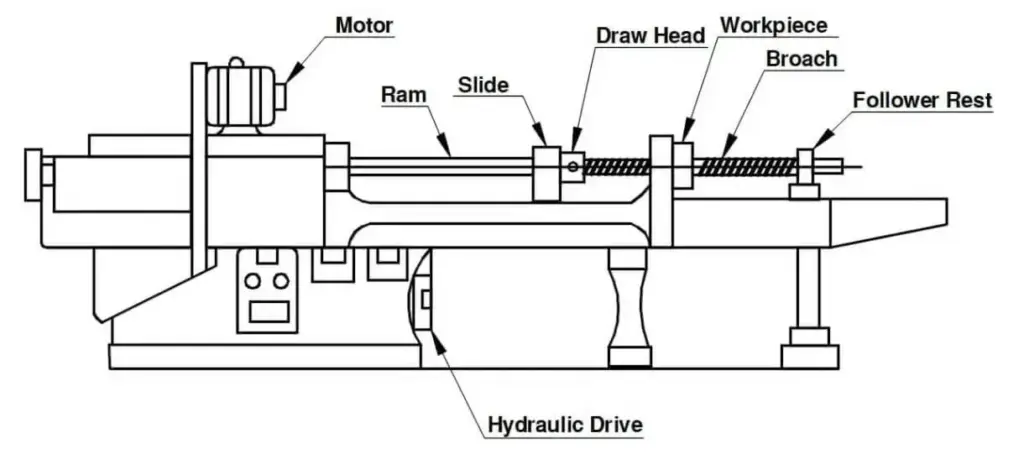
Broaching Machine
The broaching machine is the mechanical equipment that performs the broaching process, responsible for clamping the workpiece and moving the broaching tool through the material. The broaching machine’s structural design ensures stability and precision during the machining process.
Fixture
The fixture is used to secure the workpiece, ensuring its position and orientation remain unchanged during the broaching process. Good fixture design can improve machining accuracy and productivity.
Cutting Fluid
Cutting fluid is used to reduce friction, dissipate heat, and improve the overall efficiency of the machining process. During the broaching process, the use of cutting fluid helps extend tool life and improve machining quality.
3.Broaching Operation
The broaching operation steps are as follows:
Setup and Fixtures
Before broaching, the workpiece must be carefully set up. The workpiece should be securely fixed in the broaching machine fixture to ensure it does not move during machining. Proper alignment is crucial to ensuring the accuracy of the final product.
Broach Selection
Choosing the right broach is crucial. Broaches come in a variety of shapes and sizes, and the right one depends on the desired features and the workpiece material. Broaches are typically made of high-speed steel, carbide, or other durable materials to withstand the high forces and stresses generated during machining.
Broaching Operation
The broach carefully moves across the workpiece, removing material with each stroke. This process is typically completed in a single pass, making it highly efficient. The cutting action can be either linear or rotary, depending on the type of broaching machine and broach used.
Inspection
After the broaching process, the workpiece undergoes a thorough inspection to ensure that it meets the required specifications and tolerances. Any necessary adjustments can be made at this stage.
These steps ensure high precision and high efficiency of broaching machining.
4.Types of Broaching Machining
Linear Broaching
Linear broaching is the most common broaching method, in which the tool moves in a straight line along the workpiece surface. It is primarily used to produce keyways, splines, or other linear features. Linear broaching can be further categorized as follows:
• Internal Broaching:
It is primarily used to produce holes or internal surfaces. The workpiece is initially drilled for a starting hole, then broached with an internal broach with progressively larger teeth to achieve a smooth surface and precise dimensions. This process can be used for complex internal shapes such as round holes, keyways, and internal splines, and is widely used in the automotive, aerospace, and mechanical manufacturing industries.
• External Broaching:
It is used to machine the external surface of a workpiece. The broach cuts along the outer surface, quickly creating flat or shaped surfaces such as gear profiles, keyways, and compressor slots. It is often used for machining high-precision external parts.
Rotary Broaching
In this process, the tool and workpiece rotate simultaneously, allowing polygonal or complex shapes to be machined in a single operation. Rotary broaches are typically designed with hexagonal, square, or splined profiles and are used for machining gears, splined shafts, and special hole shapes. Its advantages include high efficiency, excellent precision, and long tool life, making it suitable for mass production of complex parts.
Surface Broaching
It is used to machine flat surfaces on a workpiece to achieve a smooth, uniform, and precise surface quality. It is commonly used on engine blocks, cylinder heads, or mechanical structural components. Surface broaching can achieve a high degree of flatness in a single operation, reducing the need for subsequent grinding. It is particularly suitable for parts requiring stringent flatness in high-volume production.
Pull Broaching
In this method, the tool is pulled through the workpiece under a pulling force, completing the cut. It is the most widely used process. Often performed on a vertical broaching machine, the tool is evenly stressed, making it suitable for machining deep and long holes and high-precision parts. Due to its high stability, the broaching method is often used in applications requiring tight tolerances and surface quality.
Push Broaching
In contrast to the pull method, the tool is pushed into the workpiece under pressure. Because the tool is shorter, it is suitable for small parts or short cuts, such as localized surface machining. However, because the tool is susceptible to bending or breaking under pressure, its application is limited, and it is generally used only in specialized applications or for the production of small parts.
Keyway Broaching
It is specifically used to create keyways in shafts or holes, ensuring that parts such as gears and pulleys fit securely with the shaft and transmit torque. Broaching is significantly more efficient than milling or slotting and ensures dimensional consistency. Keyway machining can be through-hole or terminated in the middle of the hole using a blind broaching method.
Spline Broaching
Mainly used for machining straight, circular, or helical splines. By machining a series of ridges or teeth within a prefabricated hole, a standardized spline structure is formed. Spline broaching is a key process in the manufacture of automotive transmissions, drive shafts, and gears, ensuring interlocking accuracy and power transmission performance.

Pot Broaching
Suitable for cylindrical workpieces, this process rotates while the tool remains stationary, cutting in the opposite direction from conventional internal broaching. Due to the complex tool structure and the need for specialized fixtures, this process is less commonly used and is generally reserved for high-precision machining of specific parts.
Blind Broaching
The tool does not fully penetrate the workpiece, but instead machines into a blind cavity. Commonly used for blind keyways or half-deep splines, this method ensures part strength while meeting specific structural design requirements. Blind broaching is an indispensable method for parts requiring a limited internal cavity.
5.Broaching Machines
In modern manufacturing, machine tools are the core equipment that drives industrial production. Common machine tools are mainly divided into eight categories: lathes, milling machines, drilling machines, grinders, boring machines, planing machines, broaching machines and CNC machine tools. They process various precise industrial parts through different cutting methods and motion characteristics, and are widely used in the forming and finishing of metals, polymers and composite materials.
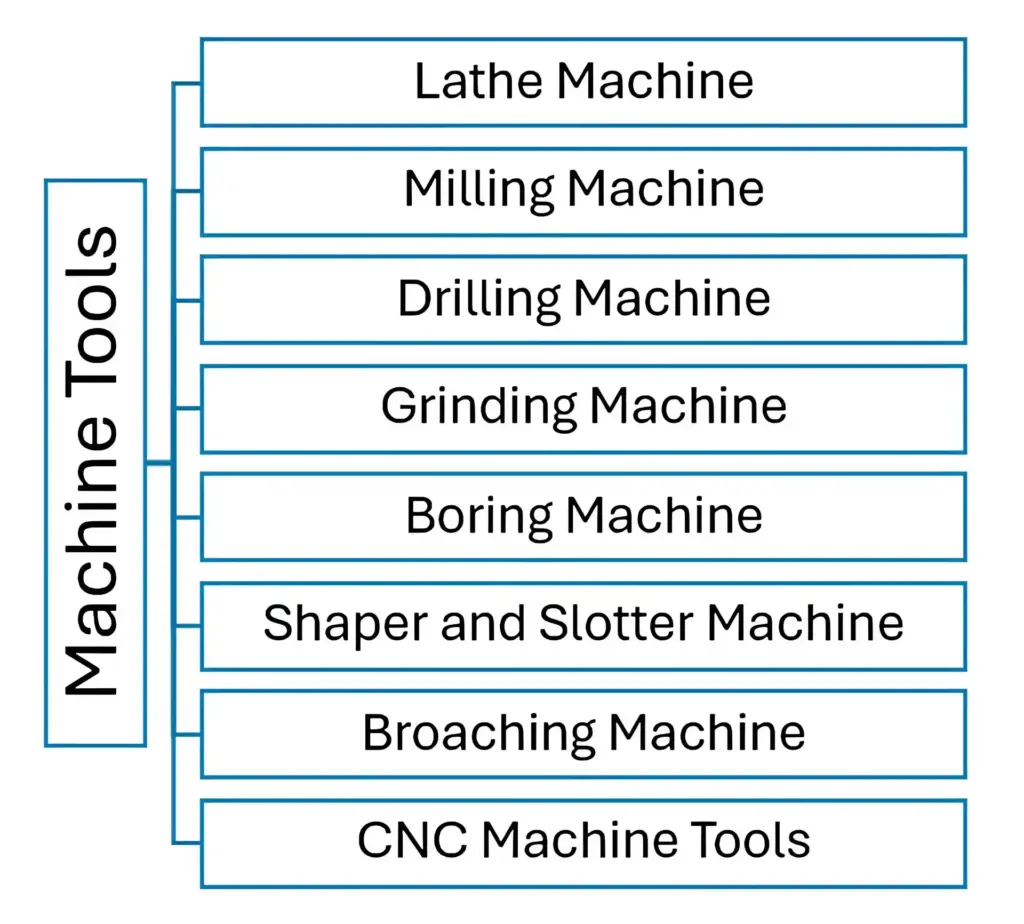
Among these eight types of machine tools, broaching machines are an important special-purpose machine tool, mainly used to cut precise shapes or features on workpieces in one go and with high efficiency. According to different application requirements, broaching machines are designed into various types. Below, we will focus on the different types of broaching machines and their application characteristics.
(1) Classification by structural direction
Vertical broaching machine
Pull type: the most common, using hydraulic or mechanical systems to pull the broach from top to bottom across the workpiece.
Push type: less common, pushing the broach from bottom to top to complete the cutting.
Features: saves space, suitable for multi-process combination and automated processing.
Horizontal Broaching Machine
Surface Broaching Machine: Suitable for machining flat surfaces or contours.
Chain Broaching Machine: The broaching tool is fixed to a chain, and the workpiece passes continuously through it, making it suitable for high-volume production.
Features: It can handle long broaches and large workpieces, but requires a large floor space.
(2) Classification by processing method and purpose
Rotary broaching machine
Table-type rotary broaching machine: Suitable for small workpieces, the tool and workpiece rotate simultaneously, forming complex cross-sections in one go.
CNC rotary broaching machine: Integrating CNC technology, it can accurately control rotation and linear motion, suitable for high-precision parts.
Continuous broaching machine
The workpiece is fixed on a fixture or chain and moves continuously, passing through a series of broaches for processing. It is often used in mass production of automotive parts.
Combination broaching machine
Combines vertical and horizontal functions in one machine tool, suitable for occasions requiring diverse processing.
(3) Classification by special function
Keyway broaching machine
Specially used for keyway processing, with a compact structure and high precision.
Pot broaching machine
The broach is fixed in a “pot-shaped” tool holder, and the workpiece moves through it. It is suitable for processing large or external cylindrical parts.
6.Broaching Tool
(1) Working Principle of Broach
Broaching tool is a multi-tooth cutting tool that works by cutting tooth by tooth.
Cutting process classification:
Roughing tooth: removes most of the material first.
Semi-finishing tooth: further trims the workpiece shape after roughing.
Finishing tooth: provides the final size and surface finish.
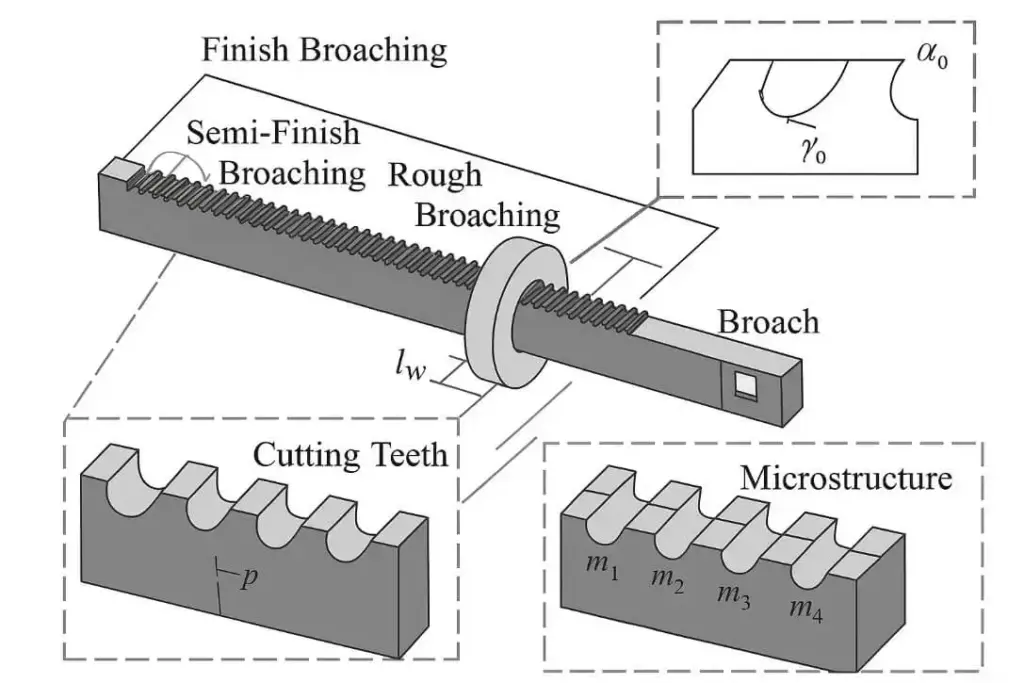
Tooth shape characteristics:
The teeth gradually increase in size from front to back, and each tooth cuts deeper than the previous tooth (called tooth rise).
Each time the tool passes through the workpiece surface or hole, and the successive teeth remove metal step by step.
Tool material:
Commonly made of alloy steel and high-speed steel (HSS).
In addition, titanium nitride (TiN) or other wear-resistant coatings can be coated on the surface of high-end tools to increase life and reduce friction.
(2) Common broaching tool types
Internal broach
Function: To draw out shapes in the hole, used for internal keyways, internal hexagons, internal splines, square holes, etc.
Tool shape: The blade is slender, thin in front and thick in the back, and the teeth are “heightened” in rows towards the back.
Commonly processed parts: internal splines of gears, internal splines of couplings, internal hexagons of nuts.
Advantages and disadvantages: One-time forming, stable dimensions; but high requirements for guides and fixtures, deep holes require attention to chip removal and lubrication.
External broach
Function: To form on the outer surface, such as drawing the outer circle into an outer hexagon, external splines, or making outer contours.
Tool shape: The tooth shape of the external broach is actually the reverse of the final shape on the part.
Commonly processed parts: wrench flats, external hexagonal shafts, steering parts.
Advantages and disadvantages: High efficiency, consistent shape; requires reasonable clamping and guiding, and anti-shake for long shapes.
Surface Broach
Function: Specialized for broaching flat or stepped surfaces, producing large, smooth, and uniform surfaces.
Commonly Processed Parts: Connecting rod flats, valve body flats, and housing center surfaces.
Advantages and Disadvantages: Highly efficient for batch production, with excellent flatness and finish; requires a long-stroke machine tool and sturdy tooling.
Keyway Broach
Function: Creates standard keyways in pre-drilled holes.
Tool Application: Often used with a guide bushing/shim to control keyway width and position.
Commonly Processed Parts: Shaft keyways, pulleys, and couplings.
Advantages and Disadvantages: Wide selection of standard parts, quick to learn; extra-long keyways or unusual dimensions are often custom-made.
Spline Broach
Function: Creates multi-tooth splines (straight-edge or involute) in one operation.
Commonly Processed Parts: Transmission components, drive shafts, and gear hubs.
Advantages and Disadvantages: Excellent tooth profile consistency and easy to ensure proper fit; relatively high tool cost, requiring customization based on tooth profile.
Square/Hexagonal/Polygonal Broaches
Function: Broaches holes into square, hexagonal, or other polygonal shapes.
Commonly Processed Parts: Nuts, socket wrenches, quick connectors.
Compared to Rotary Broaching: Linear broaching is suitable for deeper holes with uniform wall thickness and higher dimensional consistency; Rotary broaching is more flexible but generally not suitable for very deep holes.
Circular/Sizing Broaches
Function: Broaches can be used to calibrate the diameter of already formed holes and improve surface quality, achieving the desired roundness, size, and roughness in one operation.
Commonly Processed Parts: Bearing seat holes, hydraulic valve body holes.
Advantages and Disadvantages: Excellent dimensional consistency; generally requires prior drilling/boring to allow for stock clearance.
Dovetail/T-Slot Broaches
Function: A cutting tool designed specifically for dovetail or T-slot grooves.
Commonly machined parts: Often used in applications requiring sliding or locking mechanisms, such as machine tool guides, fixture slots, and toolholders.
Advantages and Disadvantages: Shapes are achieved in one go, with consistent angles; tool guidance requires stable, and chip clearance must be carefully calculated.
Gear Broaches
Function: Cuts internal teeth (most common) or specific tooth profiles, producing complete ring gears in one go.
Commonly machined parts: Internal ring gears for machinery and clutches.
Advantages and Disadvantages: High tooth profile accuracy and consistency; tool customization is high, resulting in higher costs, making them suitable for large production runs.
Serrated/Spliced Tooth Broaches
Function: Produces fine serrations/spliced teeth for anti-slip, positioning, or over-torque transmission.
Commonly machined parts: End teeth on joints, clamping surfaces, and locking surfaces.
Advantages and Disadvantages: Strong gripping force and good repeatability; tooth profile design must be tailored to the application.
Tapered Broaches
Function: Creates tapered holes, gradual cross-section changes, or finely tapers through holes to facilitate assembly and positioning.
Commonly Processed Parts: Tapered shank seats, locating holes, and seal-fitting holes.
Advantages and Disadvantages: Excellent coaxiality and taper consistency; chip evacuation and lubrication are required to prevent tool galling.
Oval/Special Shape Broaches
Function: Used for cutting ovals or oval shapes, suitable for applications requiring non-circular openings.
Commonly Processed Parts: Anti-rotation holes, specialized connection profiles, and assembly positioning features.
Advantages and Disadvantages: Single-step forming, eliminating multiple steps; fully customized, resulting in higher development cycles and costs.
Combination Broaches
Function: Combines roughing, semi-finishing, and finishing operations on the same tool, even allowing for the simultaneous broaching of different features.
Commonly Processed Parts: Complex parts requiring the simultaneous formation of a hole, chamfer, step, and keyway.
Advantages and Disadvantages: Minimizes cycle time and consistent dimensions; tool design and maintenance are complex, requiring high machine tool rigidity.
Rotary broach
Function: Usually installed on the swinging tool holder of a lathe or drilling machine, the tool head maintains a small angle with the workpiece, and the tool swings to cut in, realizing the processing of polygonal holes.
Commonly processed parts: shallow hexagonal holes, spline holes, small-sized special-shaped holes.
Advantages and disadvantages: Small equipment modification, flexible; not too deep, the shape may have slight ripples, suitable for small and medium-sized features.
(3) Common knowledge about broaches
Tooth sequence segmentation: The tool is usually arranged in the order of coarse teeth, semi-fine teeth, and fine teeth. If necessary, a sizing tooth or correction tooth will be set at the end to ensure that the processing size and surface quality are formed in one go.
Tooth lift (cutting amount per tooth): The smaller the tooth lift, the smoother the processing surface and the longer the tool life, but the processing cycle is slower; the larger the tooth lift, the higher the processing efficiency, but the tool load and wear increase.
Materials and Coatings: Broaches are typically made of alloy steel or high-speed steel (HSS). Coatings such as TiN and TiAlN may be applied to reduce friction, improve wear resistance, and extend service life.
Guiding and lubrication: For broaching metalworking, especially internal broaching, precise guidance of the guide section and sufficient cooling and lubrication are required to ensure stable processing and avoid chip jamming.
7.Common Materials for Broaching Machining
Steel and Its Alloys
• Carbon steel, alloy steel, and tool steel: Widely used in automotive, aerospace, and machinery manufacturing.
• 12L14 steel: A common free-cutting steel suitable for broaching.
Lightweight Metals
• Aluminum and aluminum alloys: Due to their light weight and good machinability, they are commonly used in aerospace and automotive parts.
• Titanium and titanium alloys: Although they are high in strength and difficult to machine, they can be broached with optimized processes and are commonly used in aerospace and high-end medical applications.
Non-ferrous Metals
• Brass and bronze: Due to their corrosion resistance and good electrical conductivity, they are commonly used in electronics, instruments, and precision components.
Stainless steel
• Known for its corrosion resistance and strength, it is widely used in medical devices, food processing equipment, and chemical machinery.
Cast Iron and Malleable Cast Iron
• Due to its excellent casting properties and machinability, it is suitable for a variety of mechanical parts and structural components.
Other materials (special applications)
• Plastics, composites, carbon fiber: especially in rotary broaching, can also be processed, which is common in electronics, aviation and high-performance product manufacturing.
8.Advantages and disadvantages of broaching machining process
(1) Advantages of broaching machining process
Because of its high production efficiency, machinery manufacturers prefer to use this process, mainly for the following advantages:
● Broaching operation can achieve extremely high precision in just one stage or step. Multiple effects such as cutting and finishing can be achieved in one operation.
● Broaching process can achieve excellent surface quality and reduce the need for subsequent surface polishing operations.
● Applicable to a variety of materials, including metals, plastics and composites. It can be used in various industries such as automotive, aerospace and manufacturing.
● The high precision of the broaching machine can be used to drill complex holes inside the workpiece and process internal keyways.
● The broach is highly durable, not easy to wear, and has a long service life.
● The temperature during broaching is kept constant, thereby reducing workpiece errors caused by thermal stress.
● It is an economical and effective method for mass production of mechanical parts.
(2) Disadvantages of broaching machining process
Broaching machining also has some disadvantages.
● The initial cost of the broach is high. The initial customization cost is also high. Therefore, it is only suitable for large-scale production, and the cost of small-scale production may be very high.
● The design, grinding or repair of the broach is expensive and time-consuming. Therefore, regular maintenance and monitoring are very necessary.
● Broaching is only suitable for removing small amounts of metal and is not suitable for large-scale heavy cutting operations.
9.Industrial Applications of Broaching Machining
The broaching process is widely used in various industries that require high precision and efficiency. Some of the main industrial applications include:
● Automotive industry: Broaching is used to manufacture transmission gears, keyways for shafts, spline shafts for power transmission, and the internal and external contours of various components.
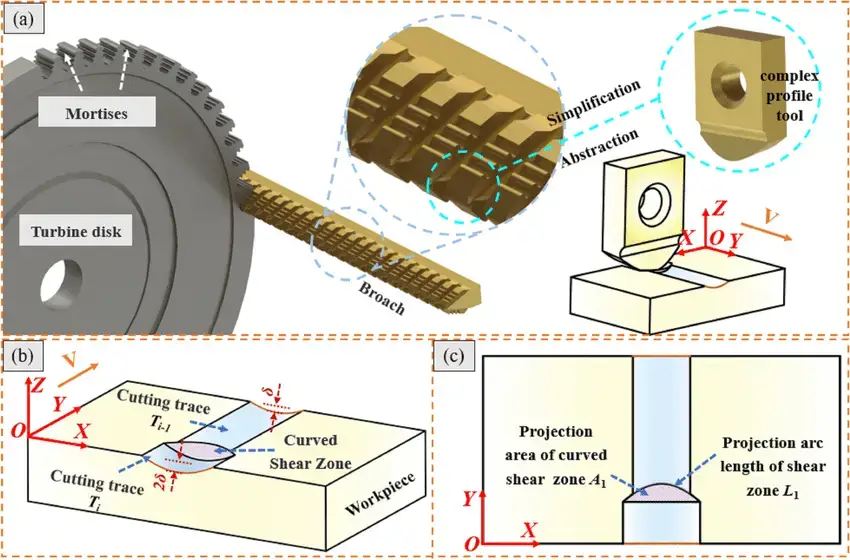
● Aerospace: In the aerospace field, broaching is used to manufacture parts such as turbine blades, engines, wing spars, and landing gear components.
● Metalworking: Broaching is a versatile process in metalworking. It can process a variety of parts, including bushings, bearings, and shafts.
● Medical Devices: Precision is crucial in the medical field, and broaching is used to produce complex, high-quality parts such as surgical instruments, implants, and medical device components.
● Military Industry: Broaching is used to manufacture parts with spiral grooves, such as gun barrels, to ensure that the bullet rotates when fired, improving accuracy.
● Oil and Gas: Broaching is used to manufacture specialized parts in the oil and gas industry with complex contours for optimal function in harsh environments.
● Electronics: In the electronics industry, broaching is used to manufacture precision connectors, housings, and other small parts.
● Mold Manufacturing: Broaching is used to manufacture mold components such as cores, sleeves, and cavities to ensure mold accuracy and surface quality.
● Home Appliance Industry: Broaching is used to manufacture home appliance parts such as motor shafts, gears, and housings to improve product performance and reliability.
10.Broach Design
Broach design focuses on ensuring machining accuracy, efficiency, and tool life. Simply put, there are two main considerations when designing a broach: the tool structure itself and the machining conditions.

First, the tool structure must be reasonable. The shape, size, and arrangement of the teeth determine a smooth cutting process: the front teeth are responsible for removing bulk material, while the rear teeth are responsible for finishing, ensuring a smooth and dimensionally accurate surface. The tool must also be of sufficient length and rigidity to prevent bending and deformation during broaching. The tool material needs to be hard and wear-resistant, and sometimes a coating is applied to extend its life.
Secondly, the processing conditions must be considered. This includes the workpiece material, shape, and size, as well as the broaching method (internal or external). The design also considers cutting forces, heat, and lubrication conditions to ensure a smooth broaching process without vibration or thermal deformation.
In general, the core of broach design lies in “appropriate teeth, durable materials, and sufficient rigidity,” all while matching the workpiece characteristics and processing requirements. This ensures high-precision and efficient broaching.
11.Economic and Cost Analysis of Broaching
The economic benefits of broaching are primarily reflected in high efficiency and precision, but the cost structure also has its own characteristics. Briefly, this can be understood from the following aspects:
First, broaching is highly efficient in mass production. Broaching can complete multi-tooth machining, sizing, and surface finishing in a single pass, reducing the need for multiple passes and additional setups. This translates to lower unit costs and higher production efficiency for high-volume parts, saving labor and equipment time.
Secondly, broaches have a relatively high initial cost. They are often custom tools, expensive to manufacture, and can only be used for specific parts or processes. This results in a relatively high unit cost for small-batch production, making them unsuitable for single-piece or small-volume machining.
Furthermore, broaching places high demands on fixtures and machine tools. The workpiece and fixture must be robust enough to withstand the cutting forces, and the machine tool investment is significant. However, this cost can be amortized over time with efficient and long-life tools.
Finally, maintenance and operating costs are low. The broaching process is stable, requires minimal operator skill, and offers long tool life and simplified lubrication and maintenance, which can reduce indirect costs over the long term.
In summary, the key to broaching’s economical performance lies in high-volume, high-precision production, making it suitable for machining standardized parts. Initial investment and tooling costs are high, but high efficiency and low maintenance can yield good economic benefits in long-term production.
12.Comparison of Broaching Machining with Other Machining Techniques
Broaching is a highly efficient metal cutting process, particularly suitable for machining complex shapes and high-precision parts. Compared to traditional machining methods such as turning, milling, and grinding, broaching offers unique advantages and limitations. The following is a comparative analysis:
✅ Advantages of Broaching
High Efficiency and High Precision
Broaching can complete complex shapes, such as internal keyways, in a single operation, eliminating the tedious multiple-pass process required by traditional turning. Furthermore, the tool’s uniform cutting force during broaching enables high-precision dimensional control and surface quality.
Excellent Surface Finish
Broaching achieves a high surface finish, reducing the need for subsequent secondary operations such as grinding and improving production efficiency.
Suitable for Mass Production
Broaching is particularly well-suited for mass production, enabling the machining of large numbers of parts in a short time and reducing unit costs.
❌ Limitations of Broaching
Low Flexibility
Compared to milling and turning, broaching offers less flexibility. Once the tool design is finalized, changing the shape or size requires redesigning the tool, increasing both initial investment and adjustment costs.
High Tool and Equipment Requirements
Broaching requires specialized broaching machines and high-precision broaches, placing high demands on the equipment and tools, increasing equipment investment and maintenance costs.
Not Suitable for All Materials
Broaching is suitable for materials with lower hardness. However, for harder materials, such as high alloy steels, broaching may experience problems such as severe tool wear.
Conclusion:
Broaching is a machining process in which sharp, hardened, toothed tools are used to remove material from a workpiece in a consistent, continuous, and accurate manner.
Broaching techniques vary depending on part shape and machining requirements.
Broaching can produce complex parts in a single pass, achieving a high surface finish and dimensional accuracy.
Despite its limited flexibility and high tool and equipment requirements, broaching remains an essential process in mass production and precision part machining.
The core of broaching lies in broach design. Proper tool design can improve cutting efficiency and reduce the possibility of deflection, deformation, and breakage.
FAQs:
What part shapes can be processed using broaching?
Broaching is suitable for machining parts with regular or irregular cross-sections, such as internal bores, keyways, gear hubs, and grooves, especially precision parts with complex internal bore shapes.
What is the achievable precision of broaching?
Depending on the material and broach design, broaching typically achieves dimensional accuracy of IT6 to IT8 and surface roughness of Ra0.4 to 0.8 µm.
What is the typical lifespan of a broaching tool?
Broach life depends on material hardness, machining volume, and cutting conditions. Generally, high-speed steel broaches can produce hundreds to thousands of parts, while carbide broaches offer a longer lifespan, potentially reaching thousands of parts.
Is broaching suitable for batch production or single-piece production?
Broaching is more suitable for medium- to large-volume production because the investment in broaching tools and broaching machines is high, and the production cost for single pieces or small batches is relatively high.
What are the limitations of material hardness for broaching?
Soft to medium-hard materials, such as steel, aluminum alloys, and copper, are best suited for broaching. Harder materials can be machined, but tool wear is rapid, requiring carbide or coated tools.
Can broaching replace milling or grinding?
For specific internal keyways and mass-produced parts, broaching can achieve a single-step process and improve efficiency. However, for large-scale curved surfaces or parts with flexible shapes, milling and grinding remain irreplaceable.
What are some safety precautions for broaching?
During operation, ensure that the broaching tool is securely mounted to prevent tool breakage. Pay attention to the worktable clamping and coolant supply to prevent workpiece shifting and overheating.
Is broaching expensive?
The initial investment in tools and equipment is high, but the cost per piece is low and efficiency is high in mass production, so overall costs decrease as production batches increase.
Is broaching suitable for irregularly shaped parts?
It is most suitable for parts with regular cross-sections. Parts with complex curves or irregular shapes usually require milling or EDM.
How can broaching ensure consistent machining?
Precisely designed broaching tools, a high-rigidity broaching machine, and optimal cutting parameters ensure consistent dimensional accuracy and surface quality.