A Comprehensive Guide to Micro Milling – Principles, Tools, and Machine Tools
Delving deeper into the world of micro milling, one quickly realizes how unique its tools and methods are. While the principles of milling remain consistent, the nuances associated with these tiny dimensions require specialized equipment and techniques.
Table of Contents
1.What is micro milling?
Micro milling machines operate on principles very similar to three-axis CNC milling machines, with the tool moving along the linear X, Y, and Z axes. However, their construction differs. Micro milling machines utilize a highly rigid frame design, a reinforced guideway system, advanced thermal management, ultra-responsive servo motors, an ultra-high-speed motorized spindle, and a world-class industrial CNC control system.
These unique advantages place micro milling machines in a class of their own, enabling them to achieve micron-level accuracy, repeatability, and surface finishes unmatched by any standard CNC milling machine. Micro milling machines can produce features so small that they require high magnification to see.
2.What is the principle of micro milling?
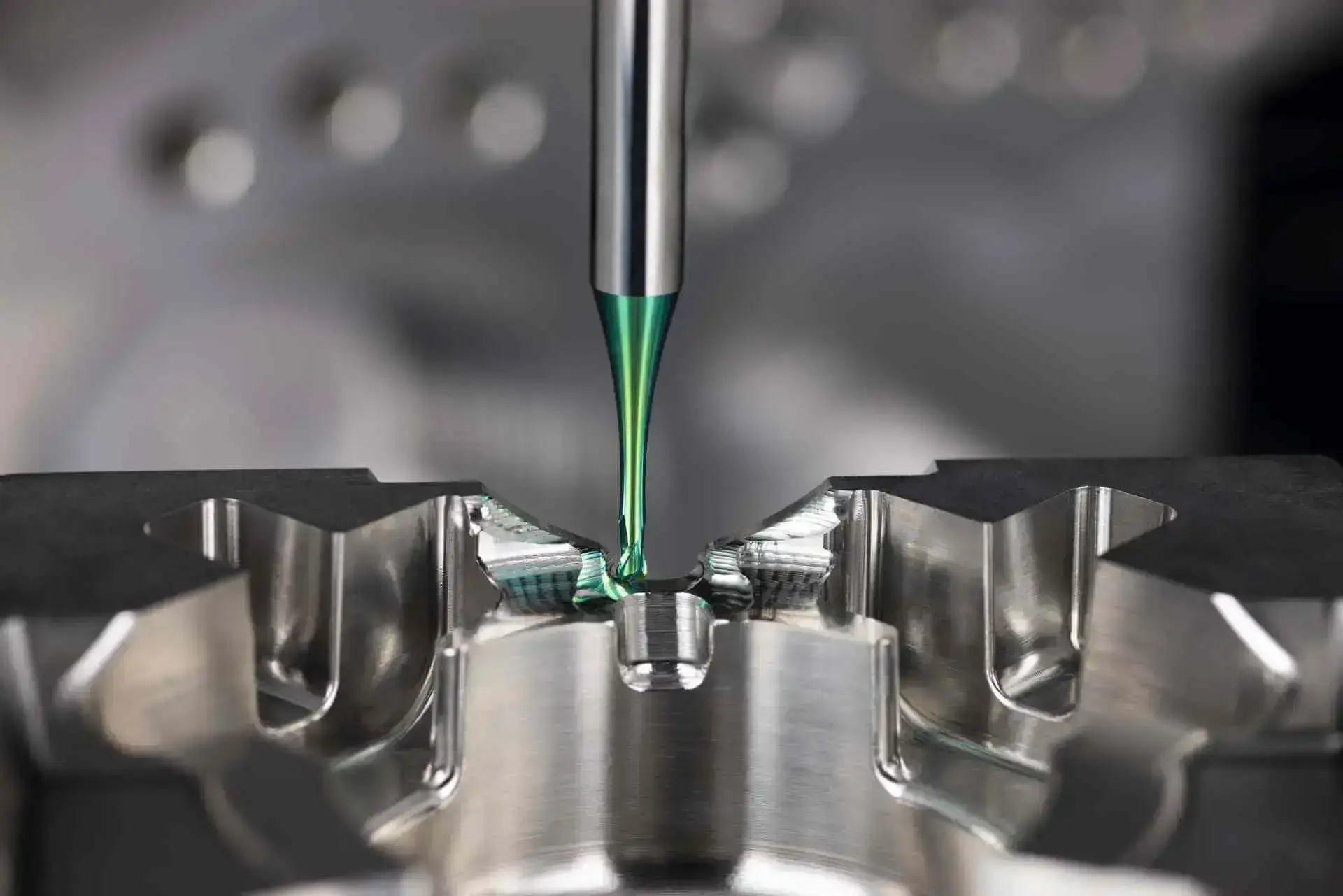
The core principle of micro milling is to use micro milling cutters with extremely small diameters to cut workpieces using high-precision CNC machine tools.
Compared to traditional milling, micro milling not only pursues size reduction but also emphasizes machining accuracy and surface quality.
To achieve micron-level rotational accuracy, these machines are typically equipped with high-speed spindles, precision drive systems, and advanced control software. This allows for precise control of tool paths and cutting parameters, enabling the production of extremely complex geometries and precise tool control on workpieces. The key to the entire process is stable machining conditions and precise tool control, which enables micro milling to maintain accuracy and consistency under extremely small tool control.
To sum up, we can know that the two major technologies behind micro milling are cutting-edge CNC machine tools and micro milling cutters. The following will introduce these two parts in detail.
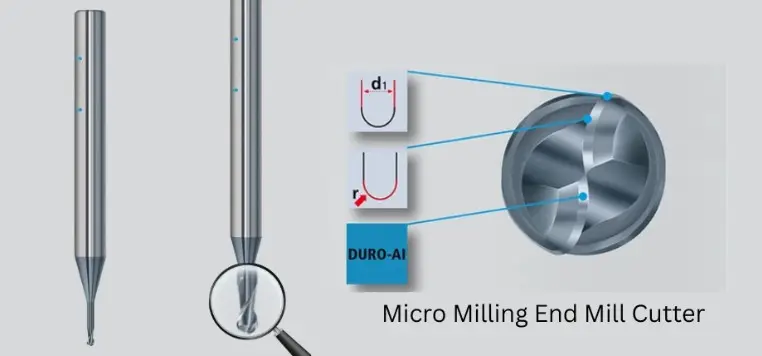
3.Micro End Mills and Other Tools

The essence of the micro milling process lies in its tools. As the name implies, these are miniature versions of regular end mills, but with their own unique features:
1.Material: These tools are typically made of solid carbide, which provides the required hardness and wear resistance. Coatings such as titanium nitride (Ti-N) or diamond may also be added to enhance performance.
2.Geometry: Given their small size, micro end mills often have unique geometries to avoid tool breakage and enable precise cutting. For example, the chip flute design is optimized for efficient chip evacuation.
3.Diameter: Typically, these tools range in diameter from around 1 mm, but for special applications, even smaller tools are available.
4.Other Tools: In addition to end mills, micro drills, micro boring bars, and a variety of specialized tools come into play, each designed for a specific application.
4.Micro Milling Machines
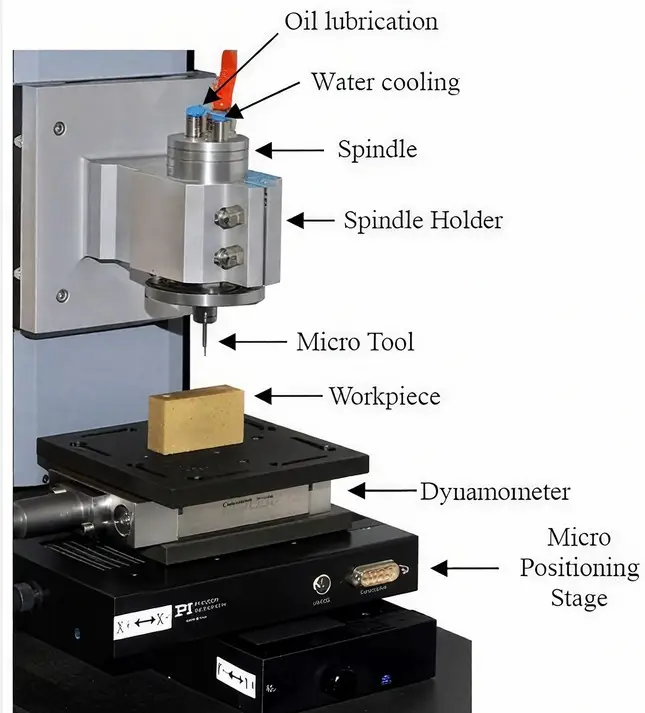
Micro milling machines are different from standard milling machines and encapsulate a number of features tailored for microscopic operations:
1.Rigidity: Micro milling machines are designed for rigidity. Any flex or vibration can cause significant errors at this scale.
2.High-speed spindles: Given the small tool diameters, these machines employ high-speed spindles to achieve the required cutting speeds.
3.Precision linear guides: To ensure smooth, precise tool movement, high-quality linear guides and ball screws are used.
4.Cooling system: At such high speeds and precision levels, even minor thermal expansion can cause errors. Therefore, an effective cooling system is indispensable.
5.Integrated software: The machine is usually equipped with dedicated software to ensure accurate tool paths and compensate for tool wear or deflection.
5.Micro milling Processing Steps
The micro milling process primarily involves the following steps:
Part Design
First, design the micro-part in 3D CAD software, including dimensions, tolerances, and the creation of features such as microchannels and cavities. Then, use CAM software to convert the design into G-code for the micro milling machine, providing precise paths for subsequent machining.
Selecting the Appropriate Cutting Tool
The tool is the most critical factor in micro milling. Select the tool type based on the part’s internal radius, corner radius, tolerance, and tip radius. Common tools include:
- Ball-nose end mills, used to create smooth surfaces and circular microchannels;
- Flat-nose end mills, used for rapid material removal and suitable for machining grooves, cavities, and flat surfaces.
Tool materials can be selected from carbide or diamond to accommodate varying material hardnesses.
Machine Calibration and Zeroing
After securing the workpiece in the fixture, the micro milling machine must be precisely calibrated and all axes zeroed. The CNC program is then uploaded to prepare for micron-level milling.
Milling Operation
During micro milling, the spindle rotates and cuts along a path pre-programmed in the CNC program. Material removal rate, spindle speed, and cutting depth must be strictly controlled to avoid tool breakage and surface roughness, ensuring machining accuracy and surface quality.
The entire process emphasizes precise control at every step, from design to machining, to achieve high precision, high surface quality, and complex structure machining of micro-parts.
6.Differences Between Micro milling and Traditional Milling
Different Machining Sizes and Precisions
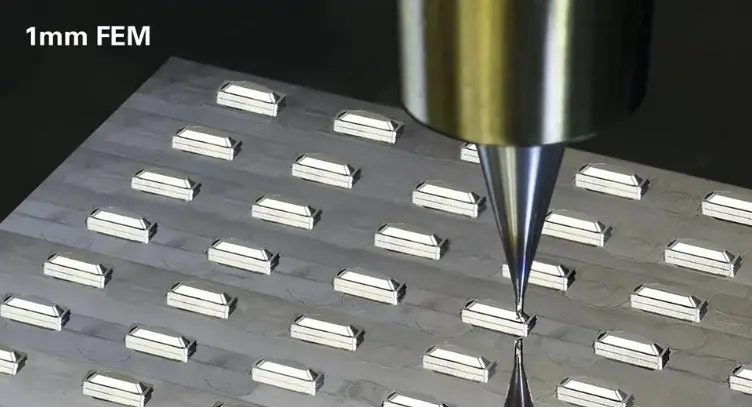
Micro milling is primarily used for micron-scale or smaller parts. The cutting tools are extremely small, typically only 1 mm in diameter, and can achieve very high surface accuracy, with roughness as low as 0.1 micron. Traditional milling tools, on the other hand, are much larger and less precise, with surface roughness typically exceeding 1 micron.
Differences in Tools and Equipment
Micro milling tools are small and fragile, easily breaking, so super-hard alloy or coated diamond tools are typically used. High-speed spindles, reaching hundreds of thousands of rpm, are also required. Traditional milling uses ordinary carbide or high-speed steel tools, and the spindle speeds are much lower.
Machining Environment Requirements
Micro milling is particularly sensitive to vibration and temperature, requiring an anti-vibration table and a constant temperature environment. In contrast, traditional milling has more relaxed environmental requirements and can be performed on standard machine tools.
Material Cutting Characteristics
Micro milling produces very thin chips, and the microscopic properties of the material significantly influence tool life. Traditional milling has a relatively relaxed cutting process, and tool wear is manageable.
Application Scenarios
Micro milling is suitable for precision medical devices, microelectronics, and aerospace parts. Traditional milling is more suitable for mechanical parts, as well as automotive and electronic components with less demanding precision.
Table: Comparison between Standard and Micro Milling Machines
| Feature | Standard Milling Machine | Micro Milling Machine |
| Size | Bulkier | Compact but dense |
| Spindle Speed (RPM) | Up to 20,000 | Often 60,000 and above |
| Cooling | Standard Coolants | Precise temperature-controlled systems |
| Machine Construction | Various materials | Often granite or similar materials for stability |
| Software Features | General | Specialized for micro milling challenges |
7.Micro milling Materials
Micro milling can be applied to a wide variety of materials, but is most effective for materials with high machinability. You can refer to the metal machinability chart to understand the machining difficulty of different materials.
Metals
Aluminum
Stainless steel
Titanium
Brass
Copper
Tool steel
Nickel alloys
Metals are widely used in micromanufacturing due to their strength, durability, and performance. For example, titanium alloys, due to their lightweight and high strength, are widely used in the manufacture of ultra-precision parts in the aerospace and electronics sectors. However, both titanium micro-milling and titanium CNC machining present challenges, requiring effective solutions to ensure part accuracy and stability.
Plastics
PMMA
PEEK
PTFE
Nylon
ABS
8.Advantages and Challenges of Micro milling
Advantages
- It can process complex microstructures that are difficult to achieve using traditional methods.
- It offers high precision and excellent surface quality, often used in the post-processing of high-precision parts.
- It is compatible with a wide range of materials, enabling the machining of micro parts such as metals, plastics, and composites.
- It is highly flexible, with CNC control enabling rapid tool path adjustments.
Challenges
- Equipment and tool costs are high, as is maintenance.
- Heat is difficult to dissipate during cutting, potentially causing part deformation or tool damage.
- High operational and programming requirements require mastery of tool paths and cutting parameters.
- Tools are easily affected by vibration, requiring a stable machine tool and vibration damping design.
9.Main Application Areas of Micro milling
Medical Industry
Used in the manufacture of dental instruments and microsurgical instruments, high-precision microstructures improve surgical safety and instrument performance.
Electronics Industry
Processing of sensor housings, micro connectors, and micro heat sinks to meet the requirements of small dimensions and complex structures.
Aerospace Industry
Manufacturing lightweight and complex aviation components, such as the post-finishing of turbine blades and the processing of some precision fasteners, reduces weight while ensuring strength.
Automotive Industry
Micromilling is used in the post-finishing of micro parts, such as sensor housings, micro gears, and injector components.
Research and Laboratory Equipment
Manufacturing microfluidic chips and laboratory micro-device components.
10.Micropart Production
Microparts are micromachined parts with dimensions measured in millimeters and features in the micrometer range.
Micro milling uses extremely small cutting tools to create fine surface features on a workpiece. Microparts can be used in microchip housings, sensors, and actuators, and can also be extended to mechanical components such as nozzles and fuel injectors.
The manufacture of micro-components is not new. For years, many companies have used various machining technologies, such as electrospark machining and laser machining, to create these parts. Today, the number of products requiring micro machining has increased dramatically, and the market for precision machining continues to expand.
Laser micro machining can achieve high precision and complex surface features, but it is not suitable for machining three-dimensional cavities or complex geometries.
Electrical discharge machining (EDM) can be used to manufacture micro molds and parts, as well as complex geometries. Furthermore, this process can process difficult-to-machine or hard materials. The greatest technical advantage of EDM is its non-contact removal of material to complete the final product.
Let Xavier Help You with Your Micro Milling Project
Over the past 15 years, Xavier has accumulated extensive experience in micro-milling projects and has successfully delivered a large number of high-precision machined parts.Our precision micro machining services stand out from the competition because we not only achieve micron-level tolerances, but also offer competitive pricing and fast delivery worldwide.
If you’d like to learn more about how we can help you with your next micro machining project, please contact our manufacturing team for a precision micro machining quote.

FAQs:
What kind of parts does micro milling excel at producing?
Micro milling can produce 3D parts with microchannels, cavities, and microscale features. These features are created using multi-tooth milling cutters with a diameter less than 1 mm and can be as small as 5 microns.
How deep can micro milling be?
Micro milling uses a shallower depth of cut than traditional milling, potentially only a few millimeters. A typical depth of cut for micromilling is approximately 2-3 mm.
What is micro machining?
Micro machining is the process of creating small, microscale features on a workpiece using various techniques, including micro-EDM, micro milling, micro-laser machining, surface grinding, and lithography-based micromachining.