
Squeeze Casting:Materials,Advantages,and Applications
In the squeeze casting process, after the molten metal enters the mold, pressure is applied through the top mold, causing the metal to experience a “forging” effect during solidification. This increases density, reduces porosity, and refines the grain size. This hybrid “casting + forging” process gives the final product the efficiency of casting and the high strength of forging.
Table of Contents
1.What is squeeze casting?
Squeeze casting, also known as liquid die forging, is a hybrid metal forming process in which molten metal is poured into a heated die and, after the die is closed, subjected to high pressure during solidification. The applied pressure and instantaneous contact between the melt and the die surface promote rapid heat transfer, forced feeding, and microstructure refinement, significantly reducing porosity and improving the strength, toughness, and fatigue properties of the casting.
This process achieves near-net-shape shapes and is suitable for a variety of metals, most commonly aluminum, copper, zinc, and magnesium. Squeeze casting, which can be performed in both direct and indirect methods, is popular for manufacturing parts in the automotive and aerospace industries.
2.Principles of Squeeze Casting
The principle of squeeze casting is to pour molten metal into a heated lower mold, then close the top mold to seal it tightly against the lower mold. During this process, the top mold applies pressure, squeezing the metal to fill the mold cavity and promoting cooling and solidification.
Additionally, the applied pressure effectively prevents shrinkage defects during cooling, ensuring high-quality parts with excellent dimensional accuracy.
The precision of squeeze casting is comparable to that of die casting, with tolerances ranging from approximately 0.25 mm for a 100 mm part to approximately 0.6 mm for a 500 mm part.
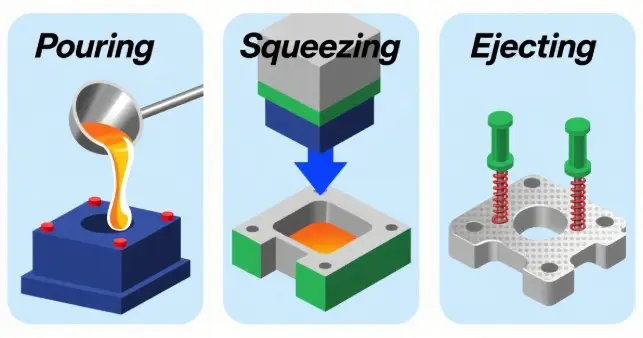
The entire process consists of three main steps: pouring the molten metal, applying pressure to squeeze the part, and ejecting the casting.
3.Types of Squeeze Casting
Traditional squeeze casting is divided into two types:
The first is direct squeeze casting
Direct squeeze casting is similar to forging. Molten metal is poured into the lower half of the mold, and then the upper half is closed to fill the entire mold cavity with molten metal. During solidification, the mold applies continuous pressure to the molten metal, which promotes more efficient heat transfer and produces dense, stable parts. Most often, this process uses a vertical machine that looks somewhat like a forging press.
The second type is indirect squeeze casting
Similar to high-pressure die casting, indirect squeeze casting involves injecting molten metal into the machine through a vertical or horizontal shot sleeve. The liquid metal then enters the mold cavity through a thicker gate at a slower rate than high-pressure die casting. This process is slower than high-pressure die casting, but it achieves uniform metal filling and good density within the mold.
4.Commonly used materials for extrusion die casting
Extrusion die casting is compatible with ferrous and non-ferrous materials. However, the most commonly used materials for this process are:
Aluminum material
Aluminum alloys such as A356 and A380 are the most commonly used alloys in extrusion die casting. They are strong, lightweight, corrosion-resistant and versatile. Therefore, aluminum extrusion casting is popular in industries such as automotive and aerospace. However, successful aluminum extrusion casting depends on selecting the right alloy and controlling parameters such as pressure and temperature.
Copper
Copper alloys such as brass and bronze are common squeeze cast alloys known for their strength, durability, wear resistance, and electrical conductivity. In addition, they are highly castable and can be shaped under pressure until solidified. Squeeze cast copper parts are common in the marine parts manufacturing industry. However, their high cost and characteristics such as easy corrosion and low high-temperature strength limit their use in certain industries.
Magnesium
Magnesium alloy is another material that is highly castable and therefore useful for squeeze casting, but is popular for its light weight and high strength-to-weight ratio. Magnesium alloys are an attractive material choice for industries that require lightweight yet strong components, but their flammability and susceptibility to oxidation require precise temperature control.
Zinc
Zinc alloys have excellent flow properties, making them compatible with squeeze casting and suitable for manufacturing parts with complex geometries. They are known for their low melting point, requiring less heat than most metals. Although common in squeeze casting, zinc squeeze casting is only suitable for use at lower operating temperatures.
5.Squeeze Casting Advantages and Disadvantages
Advantages:
● High-quality parts with high strength and density, good ductility, and low porosity.
● Consistent and repeatable production results.
● Targeted reinforcement can be applied to specific areas of the part to improve performance.
● Parts can be heat treated to further enhance performance.
● Post-processing is minimal, or sometimes even unnecessary.
● Combining the advantages of forging and casting, it offers excellent mechanical properties and is suitable for subsequent surface treatment.
● High pressure and sealed conditions reduce evaporation and shrinkage defects in the molten metal.
● The process is economical, with high raw material utilization and recyclable waste.
● Suitable for mass production, with a high degree of automation and high energy efficiency.
● Castings have high density, low porosity, long service life, and excellent surface quality.
● Can be used for casting both ferrous and non-ferrous metals, with a wide range of applications.
● Particularly suitable for the production of lightweight, high-strength parts in industries such as automotive, helping to reduce costs.
Disadvantages:
● Process equipment and mold costs are high, resulting in expensive investment.
● Achieving high tolerances often requires extensive post-processing.
● Compared to other casting methods, squeeze casting is less suitable for complex parts and has a limited range of applications.
6.Squeeze Casting Applications and Industry Case Studies
Squeeze casting has become an important process for manufacturing high-performance parts due to its high mechanical properties, excellent surface finish and extremely low porosity.
(1) Automotive industry
Squeeze casting is widely used in automobiles and can produce parts that are both strong and precise.
Typical cases:
● Engine block and cylinder head: The squeeze casting process can “make” the cooling channel directly into the parts and ensure that the dimensions are very precise, so the engine runs more efficiently and has stronger power.
● Transmission housing: High strength and impact resistance, can withstand frequent gear shifting and vibration under various road conditions.
● Control arm and steering knuckle: Squeeze casting can make these two parts have sufficient strength while reducing weight, making the car more flexible.
● Structural parts and wheels: Squeeze casting can make beams, subframes, aluminum alloy wheels, etc. more durable and safer for long-term use.

(2) Aerospace Industry
In aircraft manufacturing, lightweight and high strength are hard indicators, and extrusion casting can take both into account.
Typical cases:
● Engine brackets: They are fatigue-resistant and vibration-resistant, ensuring that the engine is firmly fixed during long-term flight.
● Landing gear parts: The impact when the aircraft lands is very large, and these parts must be very strong. Extrusion casting can make them pass the test in terms of strength and precision.
● Fuselage frames and wing ribs: The parts made by this process are both light and strong, which can ensure the stability of the overall structure of the aircraft and optimize aerodynamic performance.
● Control system brackets and levers: Extreme precision is required to ensure the smooth operation of the control system. This process can achieve this and improve flight safety.
(3) Fluid control field
Fluid control equipment has high requirements for the sealing and corrosion resistance of parts, and extrusion casting is very suitable.
Typical cases:
● Valve body: A valve body with a complex shape can be formed in one step by extrusion casting to ensure good sealing and not easy to leak.
● Pump housing: can withstand pressure and temperature changes and can operate stably for a long time.
● Actuator housing: protects internal parts and allows the equipment to operate normally in various environments.
● Fluid manifold: there are many channels inside, which must be precise to ensure smooth flow of fluid, and this process can achieve this well.
(4) Energy field
In energy equipment, parts often face harsh environments and long-term operation, and extrusion casting has great advantages in manufacturing strong parts.
Typical cases:
Wind turbine components: such as hubs and gearbox housings, which are strong and fatigue-resistant and can operate stably in wind farms for many years.
Hydropower turbine blades: can resist impact and wear, ensuring long-term and efficient power generation of hydropower units.
Energy storage radiator: prevents energy storage equipment from overheating and extends the life of batteries and systems.
Solar panel frames: strong and durable, and can remain stable in wind and sun for a long time.
Summary:
From automobiles to aerospace, from fluid control to the energy industry, extrusion casting not only improves the performance of parts, but also provides more solid technical support for industrial development.
7.Squeeze Casting VS Die Casting
Squeeze casting is often confused with high pressure die casting. Although both use pressure in casting and the materials are compatible, the casting process is different. HPDC injects molten metal at high speed and high pressure and maintains pressure until solidification. It is suitable for manufacturing thin-walled parts and produces smooth and high-quality castings. Squeeze die casting is a mixture of casting and forging, with slow metal speed (about 0.5m/s), long solidification time, long cycle, and fewer bubbles in the mold cavity, reducing the porosity of the part.
Squeeze casting combines casting and forging techniques, including slowly pouring liquid metal into a preheated mold, and then closing the upper mold on it to form a mold cavity and generate pressure to reduce air bubbles in the mold cavity. The extrusion die-casting process has the advantages of low porosity and high density, and is suitable for manufacturing some industrial parts.
Advantages of Squeeze Casting Compared to Die Casting
Squeeze casting is a more advanced process than traditional aluminum die casting and addresses some common issues in conventional die casting.
● Reduced Defects:
Traditional die castings often have porosity and shrinkage, but squeeze casting greatly reduces these problems, resulting in denser castings. These castings can safely undergo heat treatment and welding.
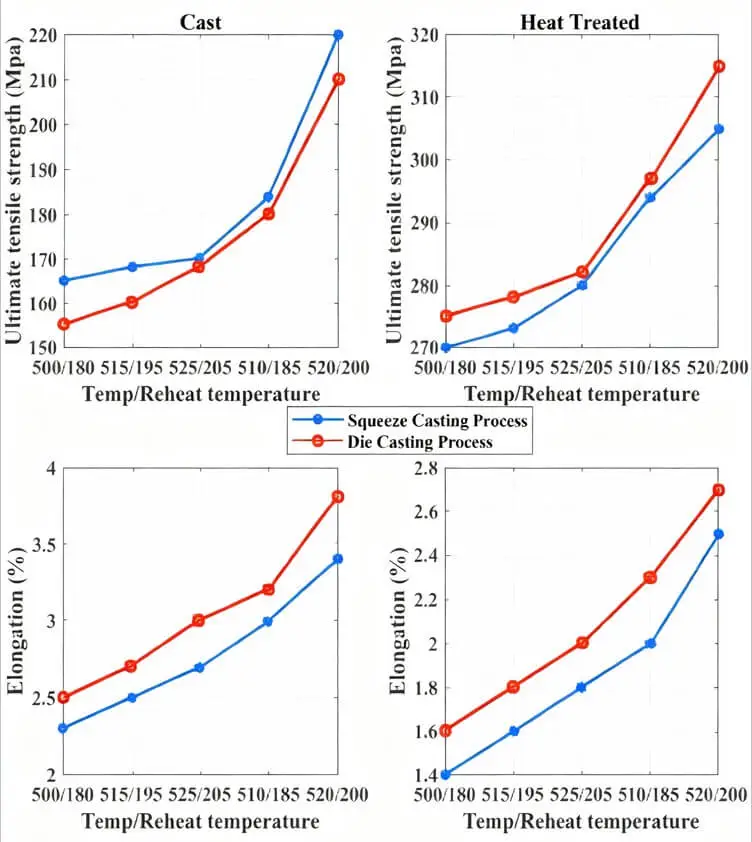
● Improved Mechanical Properties:
Heat-treated squeeze castings have significantly higher strength, with performance approaching that of forged parts, offering better durability.
● Better Sealing Performance:
With fewer pores, the surface can be machined very smoothly without noticeable voids, which improves sealing performance and greatly reduces the risk of leaks.
● More Reliable Welding:
Small pores in conventional die castings can create weak points during welding, but squeeze castings are nearly pore-free, making welding more reliable.
Source: Uploaded by K. Pratheesh, cited by ResearchGate.
Advantages of Squeeze Casting Compared to Forging
Squeeze casting, also called liquid die forging, works a bit differently from traditional forging. Simply put, pressure is applied while the molten metal solidifies, which allows squeeze casting to replace forging in many scenarios, especially for high-strength aluminum alloy parts.
● Mechanical Properties Close to Forgings:
Heat-treated squeeze castings achieve high strength, with performance very close to high-quality forged parts, showing good strength and ductility.
● More Flexible Forming Capability:
Squeeze casting can form complex parts in a single step, such as thin ribs, internal cavities, or thin-walled components. Traditional forging usually requires multiple steps and additional machining for such structures. Squeeze casting reduces much of this secondary work, making production easier. However, whether a complex part can be formed in one step depends on mold design, metal flow, and applied pressure.
● Lower Cost:
With less secondary machining required, squeeze castings have lower production costs and a clear advantage in unit price.
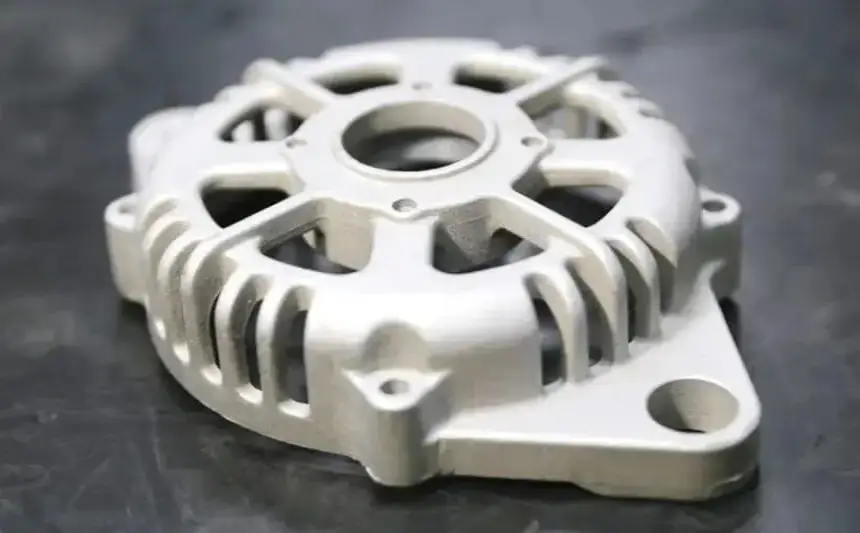
Product Image Display and Comparison of Die Casting Parts, Squeeze Casting Parts, and Forged Parts
● Die Casting Parts: Refined — High precision and smooth surfaces, ideal for complex shapes.
● Squeeze Casting Parts: Dense — Compact internal structure with fewer defects, allowing heat treatment and welding.
● Forged Parts: Tough — Superior strength and durability, best for heavy-duty applications.


Xavier’s Processing Capabilities
Each casting process offers unique advantages and characteristics, tailored to meet the manufacturing needs of diverse parts and products. By partnering with Xavier, you’re partnering with an OEM supplier with over 15 years of experience in both diverse casting and machining technologies. We consistently prioritize high quality and efficiency, ensuring prompt delivery and fully collaborating with our customers to achieve their project goals, no matter how complex or specialized their requirements.

Practical Tips + FAQs:
What is the ideal mold preheating temperature?
It is generally recommended to preheat the mold to 150°C to 300°C, depending on the metal type and mold material. Preheating reduces the temperature difference between the molten metal and the mold, reducing the risk of thermal shock and porosity.
Is the timing of pressure application important?
It is very important. High pressure should be applied just as the molten metal begins to solidify. This reduces shrinkage cavities and improves density. Applying pressure too late will make it difficult to eliminate internal defects; applying pressure too early may cause metal splashing or incomplete filling.
Can squeeze casting be combined with heat treatment?
Yes. Squeeze-cast parts generally have good heat-treatment properties, and strength and wear resistance can be improved through processes such as T6. However, before heat treatment, ensure that the parts are free of cracks and severe porosity.
What are some common mistakes in squeeze casting production?
• Casting before the mold is fully preheated can cause thermal cracking or air holes.
• Pouring too quickly can cause spattering and air entrapment.
• Insufficient pressure or short duration can lead to internal porosity.
• Neglecting mold surface cleaning can cause sticking or surface defects in the casting.
How can I determine if a batch of cast parts is acceptable?
In addition to dimensional and visual inspections, it is best to perform ultrasonic testing or X-ray testing to confirm internal density. Also, spot check hardness and tensile strength to ensure batch consistency.
What is the historical background of squeeze casting? Why was it developed?
It was first patented in 1819 and improved in 1878. Its original purpose was to improve the performance of castings, making them more heat-resistant and wear-resistant to meet the needs of the defense and construction industries.
Can squeeze castings be used directly, or do they require further processing?
Most squeeze castings can be used directly, especially those with simple shapes and high surface finish. However, high-precision fittings or complex geometries often require machining or surface treatment to meet assembly or appearance requirements.
Is squeeze casting suitable for small-batch production?
From an economic perspective, squeeze casting is more suitable for medium- to large-volume production due to the higher investment in molds and equipment. However, for high-value, low-volume parts with extremely high performance requirements, squeeze casting may also be the best choice, particularly in fields such as aerospace.
Can squeeze casting achieve lightweight designs?
Yes. Because squeeze casting achieves high density and strength, it allows for designs with reduced wall thickness while maintaining strength, thereby reducing weight. This is particularly popular in the automotive and aerospace industries.