
Mastering High Speed Milling to Improve Productivity and Precision
High speed milling is a metal cutting process that shares the same principles as traditional milling, but differs significantly in its processing methods. It requires the same basic parameters, such as speed, feed, and depth of cut, but the difference lies in replacing traditional slow, heavy cutting with high-speed, light cutting.
After reading this, you might wonder: since heavy cutting results in deeper cutting depths and removes more material in one pass, shouldn’t it be more efficient? However, this is not the case. While choosing light cutting when heavy cutting is feasible may seem less efficient, practice has proven that this method can achieve higher precision and better surface quality in a shorter time.
This article will explore how this advanced high-speed, light cutting method offers improved cutting efficiency, precision, and surface quality compared to traditional low-speed, heavy cutting methods
Table of Contents
1.What is High Speed Milling?
By definition, high speed milling (HSM) can be understood as machining performed at high cutting speeds, high spindle speeds, and high feed rates, or it can be viewed as a combination of advanced machining strategies. It does not rely on large cutting depth to increase the removal rate, but achieves high-efficiency, high-precision and high-quality part processing through a “fast and light” cutting method.
The core feature of high speed milling is to process with extremely high spindle speed and feed rate, combined with small cutting depth and radial cutting width. It relies on advanced CAM programming strategies and high-rigidity machine tools to achieve high material removal rates through a large number of fast and shallow tool paths. Compared with traditional machining, this method can significantly reduce cutting forces and cutting heat, so that more heat is taken away with the chips, reducing workpiece thermal deformation and tool wear.
2.History of high speed machining
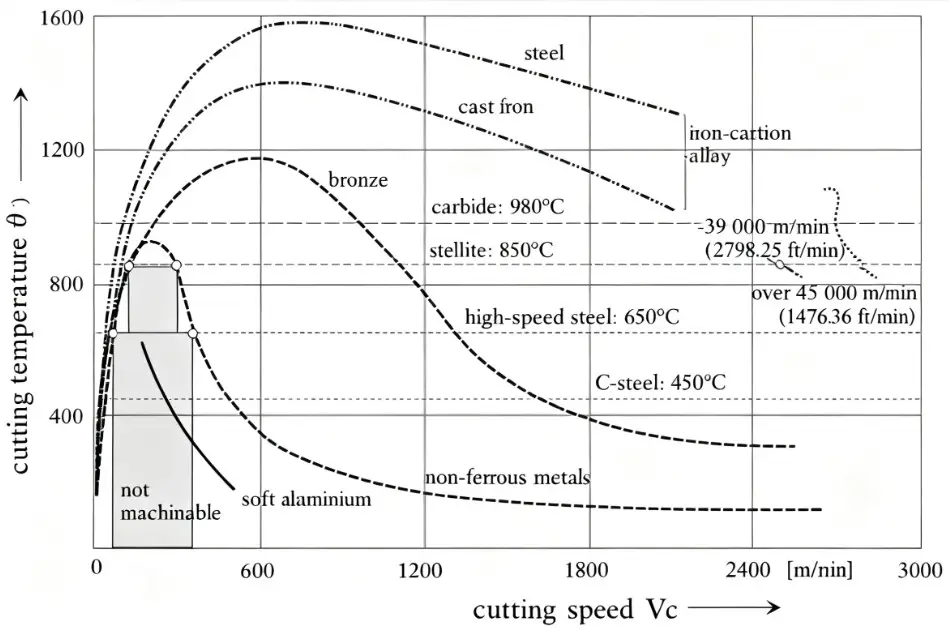
The first attempts at high speed machining began to appear in the early 1920s. About a decade later, Carl Solomon proposed his definition of high speed machining: when the cutting speed reaches 5 to 10 times higher than traditional machining, the tool chip temperature begins to drop. This phenomenon is shown in his famous chart, which is later called the “Solomon curve”.
It was not until the late 1950s that research on high speed machining (HSM) began to flourish. In the 1980s, Lockheed was the first to adopt HSM, and other companies in the aerospace manufacturing industry followed suit. It was at this time that high speed machining became a strong competitor to traditional machining.
In the late 1990s, machine tools and tools designed specifically for HSM were continuously launched, with spindle speeds of tens of thousands of revolutions per minute, and CAM and CNC systems were also optimized for high-speed cutting.
Today, with the popularity of CNC machining centers, precision CAM software and high-rigidity machine tools, HSM has been widely used among processing plants to achieve high efficiency, high precision and automated standardized production
3.What are the advantages of high speed milling?
Excellent surface finish and dimensional accuracy
High speed milling utilizes high spindle speeds and feed rates, combined with advanced toolpath planning, to significantly reduce the cutting load per tooth, resulting in smoother machined surfaces. When milling aluminum parts, surface roughness can typically be reduced by over 50%. Because most of the heat generated during cutting is carried away by the chips and less transferred to the workpiece, thermal deformation and work hardening are reduced, resulting in better precision and stability in the finished product.
Improve throughput and efficiency
High speed milling can significantly reduce the time spent on each machining cycle, increase metal removal speed and machine tool efficiency. It is particularly suitable for small and medium-sized batch production and rapid prototyping. With shorter machining time, delivery speed is faster, and overall production can also be improved.
Extend tool life and reduce tool and part stress
Although the cutting speed is high, because the contact between the tool and the workpiece is relatively light each time, the heat generated is mainly carried away by the chips and is not transferred to the tool or the workpiece. In this way, the tool is subjected to less heat and mechanical stress, has a longer life, and does not need to be replaced or scrapped frequently.
Reduce manufacturing costs
Although the initial investment in high speed milling equipment and tools is high, it can significantly reduce total costs and shorten the payback period by reducing the unit cost (due to improved efficiency, reduced scrap, and longer tool life).
More suitable for thin-walled structures and complex geometry processing
Because it cuts shallowly each time and the contact area between the tool and the workpiece is small, the pressure applied to the workpiece is very low. This method can process very thin wall thicknesses, even as thin as 0.2 to 0.3 mm. At the same time, it can also keep the tool engagement angle relatively stable, making the processing process smoother, more rigid, and the quality of parts more guaranteed.
Efficient processing capabilities of difficult and hard materials
High speed milling can directly process materials with relatively high hardness, such as stainless steel or cemented carbide with a hardness of more than 50HRC, without the need for additional hardening treatment or EDM. It is widely used in aerospace, mold manufacturing, medical equipment and other fields.
Reduce cutting heat accumulation and thermal deformation
In high speed milling, high speed combined with light cutting can allow chips to quickly take away heat. At the same time, because the contact area between the tool and the workpiece is small and the time is short, the tool and the workpiece can maintain a low temperature, thereby effectively reducing thermal deformation.
CNC automation advantages
High speed machining combined with CNC automation can achieve high repeatability, high precision, flexible and diverse tool path control, reduce manual intervention and human errors, while improving energy efficiency and reducing waste.
4.High speed machining compared with traditional machining
The main differences between high speed machining and traditional machining are reflected in cutting methods, heat management, tool force and machining effects.
Generally:
| Parameter | Conventional Milling | High-Speed Milling |
| Cutting speed | Lower (200-500 SFM) | Higher (1,000+ SFM) |
| Chip thickness | Thicker | Thinner |
| Heat management | More heat enters the workpiece | Heat is removed with the chips |
| Tool paths | Often linear | Complex, trochoidal |
Traditional machining usually uses lower cutting speeds and deeper cutting depths to remove a large amount of material through heavy cutting. This method will result in thicker chips, and more cutting heat will be transferred to the workpiece, which is easy to cause thermal deformation and tool wear. The tool path is mostly linear, the direction changes suddenly, and the tool load fluctuates greatly.
In contrast, high speed machining uses extremely high cutting speeds and light cutting methods. Less material is removed each time, but it has more cutting times and faster speeds, and the material removal efficiency is relatively higher. In addition, its chips are thinner, and the heat is mainly carried away by the chips, reducing the thermal load of the workpiece. The tool path of high speed machining is more complex, such as the cycloidal path, which can avoid sudden changes in direction and reduce tool overload. Therefore, the tool life of high speed machining is also longer than that of traditional machining.
5.High speed machining technology
CNC milling centers can perform a variety of milling operations, including face milling, angle milling, and profile milling. However, high-speed milling can perform more advanced milling operations. These technologies are described in detail below:
Trochoidal machining
Trochoidal machining, also known as spiral trajectory milling, is the basis of high speed milling technology. It uses a series of circular cutting paths to machine slots wider than the tool diameter. This method uses a smaller radial cutting depth and a larger axial cutting depth to make the tool load more stable and generate less heat, which is suitable for machining difficult-to-cut materials, such as titanium alloys or nickel-based alloys.

Plunge milling
Plunge milling, also known as Z-axis milling, is a method that inserts the tool directly into the material along the axial direction. It is ideal for roughing deep cavities or grooves, especially for complex parts such as impellers. It is one of the most efficient high-speed CNC machining techniques and can handle greater tool deflection.
Side step path
Side step path is used to optimize the tool transition between adjacent paths. At high feed rates, if the turn is too sharp, it will cause vibration and path errors. Using a curved or “golf club” step design can make the tool pass more smoothly and improve the surface quality of the machined surface.
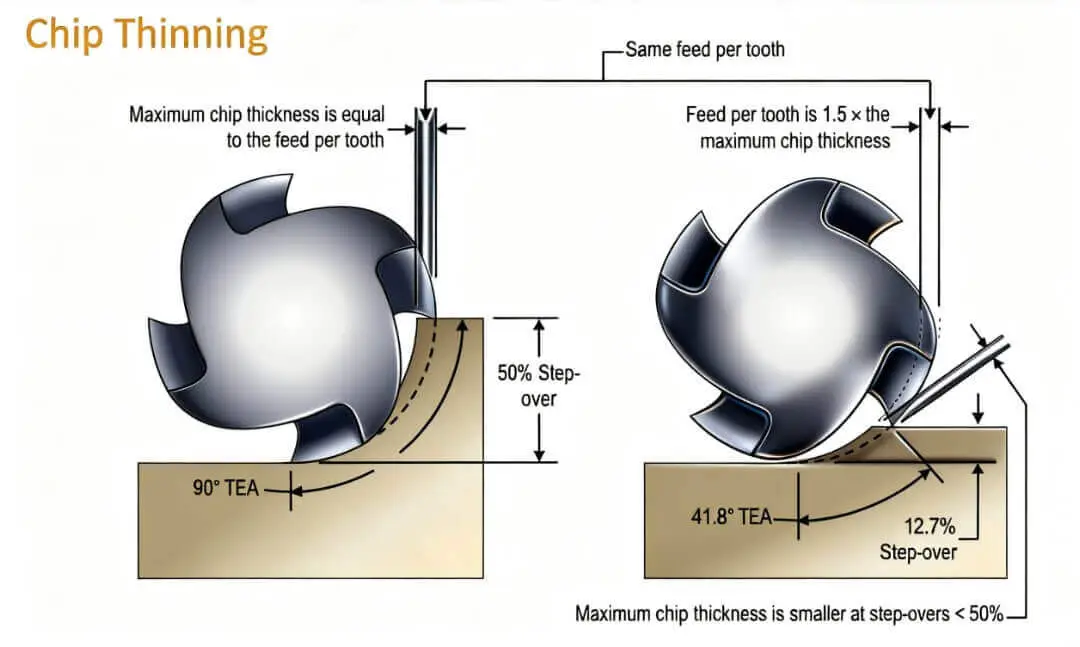
Radial chip thinning
When the radial engagement width is less than 50% of the tool diameter, the chip will become thinner than the programmed thickness, and the feed rate needs to be increased to maintain the chip thickness.
For example, with a ½″, 4-flute end mill, the chip thickness reaches the programmed feed rate per inch per tooth (IPT) at 0.01″ IPT (inch per tooth) and 0.25″ radial feed; but when you change the radial feed to 0.05″ (10%), you need to increase the IPT to about 0.0167″ to match the target chip thickness.
Cornering
Cornering strategy is equally important. Traditional machining will reduce the feed rate to zero at sharp corners, resulting in reduced efficiency. High speed milling allows the tool to smoothly pass through corners by maintaining a constant engagement angle and properly controlling acceleration and deceleration, which is both fast and accurate.
Intelligent machining and optimized feed rate
Intelligent machining and feed rate optimization are also part of advanced technology. Through the simulation function of CAM software, operators can predict tool loads and automatically adjust cutting parameters to ensure stable cutting forces and shorten machining time.
Residual material identification and remaining inventory management
When CAM When the software can accurately identify the residual material after the previous operation, it can avoid multiple cutting in the middle, achieve a smooth transition between roughing and semi-finishing, and improve the material removal efficiency and processing time utilization of the entire process.
6.When high speed milling, choose the right tool for the corresponding material
When high speed milling for different materials, it is crucial to choose the right tool.
High speed machining of aluminum and its alloys:
Aluminum and its alloys are well-suited to high speed milling. Double-edged helical milling cutters with large chip pockets are generally recommended, with a helix angle of approximately 45°, a rake angle of 15°–20°, and a side clearance angle of 10°–12°. For machines with lower spindle power or deeper slots, single-edged helical cutters can be used to improve chip evacuation. At cutting speeds of approximately 2000 m/min, tool life can reach hundreds of meters of cutting distance.
High speed machining of copper and its alloys:
Similar tool configurations are usually used for machining aluminum. The feed per tooth is generally between 0.02 and 0.4 mm. When machining pure copper, tools with finely ground cutting edges should be used to avoid the formation of built-up edges, and down milling is preferred. If ceramic tools are used, cutting speeds up to ten times that of ordinary tools can be achieved.
High speed milling of fiber-reinforced plastics (such as CFRP and GFRP):
High speed milling is well suited to this type of material, and high cutting speeds reduce cutting forces and reduce delamination and edge tearing. Polycrystalline diamond (PCD) tools or diamond-coated carbide tools are recommended to improve Wear resistance and processing effect. It is best to use down milling and feed against the fiber direction during processing.
High speed machining of steel and mold steel:
Suitable for using coated solid carbide tools. It is recommended to use a design with zero rake angle and a large side clearance angle (12°–20°) to improve cutting stability. The cutting speed is generally controlled between 500 and 1500 meters/minute. When processing mold steel, a speed of 750 meters/minute can achieve a life of 20 to 25 meters per blade.
High speed milling of engineering plastics
When processing plastics such as PEEK and ABS, carbide or high-speed steel tools can be used to maintain a sharp edge and a large helix angle to prevent material melting or burrs. A higher speed and moderate feed can be used, The cutting depth should be shallow and ensure good chip evacuation.
High speed machining of titanium alloy
Titanium alloy has poor thermal conductivity and high strength. It is suitable for using solid carbide or PCD tools with small tool rake angle, 10°–18° side clearance angle, and high-pressure cooling. The cutting speed is recommended to be controlled at 50–150 m/min, and the feed per tooth is kept small to reduce heat accumulation and tool wear.

High speed machining of nickel-based high-temperature alloy
This type of material has high hardness and strong heat resistance. It is recommended to use PCBN or coated carbide tools, such as TiCN or Al2O3. The cutting speed is generally kept at a medium level, with sufficient cooling to control tool wear and thermal stress, and the feed should not be too large.
7.Practical application of high speed milling
Combining HSM strategies with advanced CAM software and CNC systems can improve production efficiency in the following areas:
Aerospace:
This is one of the most mature application areas of high speed milling. HSM technology can be used to process fuselage panels, landing gear components, engine blades, etc., using high-performance materials such as aluminum alloys, titanium alloys, and nickel-based alloys. HSM It provides extremely high precision, good surface quality and high production capacity.
Automobile Manufacturing:
High speed milling is suitable for mass production of body panels, cylinder heads, gearbox housings and other parts. Its high efficiency and repeatability enable automakers to meet high production cycles and precision requirements while maintaining cost competitiveness.
Defense and Military Industry:
Military manufacturing has a high demand for customized precision parts. High speed milling is widely used in the production of weapon system parts, armored vehicle components and other components due to its high speed, high precision and ability to process complex geometries.
Electronics and Consumer Electronics:
High speed milling can process electronic parts with small size and complex structure, such as mobile phone housings, home appliance panels, etc. High-precision characteristics ensure product consistency and are suitable for small-batch precision processing of high-end electronic products.
Energy Industry:
HSM Used for efficient machining of key components such as wind power, gas and steam turbine blades, solar brackets, pump bodies, etc. Tool path optimization and high material removal rate allow these complex parts to be machined accurately and quickly.
Mold and precision tool manufacturing:
In the mold industry, high speed milling is used to process mold parts that require high surface quality and extremely high precision. Its high removal rate and no thermal deformation make HSM an important means of precision mold manufacturing.
Medical equipment and precision instruments:
HSM is used to manufacture micro-components with extremely high shape and tolerance requirements, such as medical implants and precision instruments.
8.Using HSM Solving Challenges
Manufacturing precision parts often presents many challenges, and it is critical to find technologies that can help you solve these problems. High speed milling has many advantages in mass production, tight tolerance requirements, difficult-to-machine materials, and demanding surface quality.
Xavier is a leading CNC machining company that continues to set new heights in manufacturing capabilities with advanced technology and strong production capabilities. Our professional team can provide you with high-quality, high-precision, and excellent surface finish parts. Welcome to contact us for professional high-speed CNC machining services to help your project achieve greater success!
FAQ:
High speed machining speeds and feeds range
The cutting speed of high speed machining usually varies from a few hundred meters/minute to several thousand meters/minute depending on the material. For example, aluminum alloys can reach more than 2000 meters/minute, and steel is generally 500 to 1500 meters/minute. The feed rate depends on the type of tool and process. Common feed per tooth (IPT) ranges from 0.005 to 0. .03 inches, the specific value needs to be adjusted in combination with the material hardness and machine tool rigidity.
What should I do if there is jitter or chatter during processing?
Jitter is mostly caused by unbalanced machine tools or tools, improper cutting parameter settings or unreasonable tool paths. Solutions include improving the rigidity of machine tools and fixtures, using anti-vibration tools, adjusting cutting depth, speed and feed rate, ensuring smooth tool paths, and avoiding sharp turns and mutations.
What kind of parts are suitable for high speed milling?
Parts suitable for high speed milling are usually parts with complex shapes, high precision requirements and moderate material hardness, such as aerospace parts, semiconductor equipment parts, automotive engine parts and lightweight structural parts. Thin walls, complex surfaces and multi-detail processing are also very suitable for high speed milling.
How to get better surface finish?
High speed milling uses high spindle speeds and optimized tool paths to reduce chip thickness per tooth and improve surface quality. Keeping the tool sharp, choosing the right coating, and setting the feed rate and cutting speed reasonably are all important factors to ensure high finish.