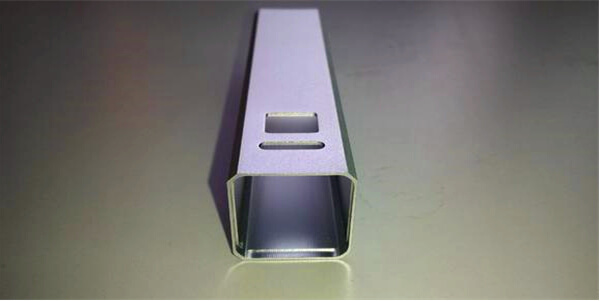
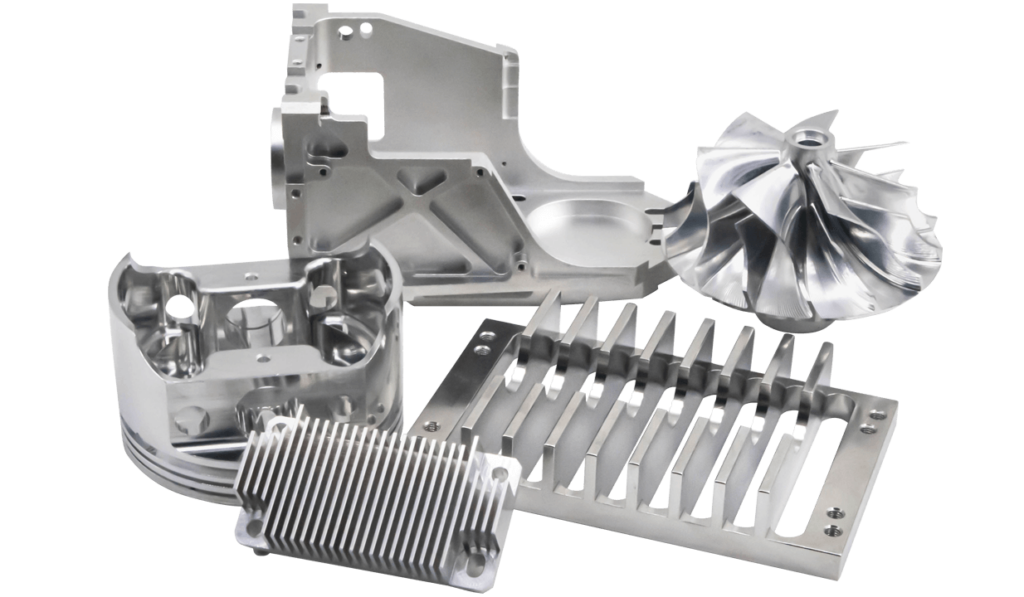
Things to note when processing aluminum profiles
1.To improve the stamping die of stamping parts and reduce the failure rate, 5S must be done first, which is very clean. Molds, high-speed press counter tops, aluminum profile processing product lines and packaging products must be free of sharp dirt and grime. Dirt should be removed in time, and the mold must be cleaned and kept clean.It is equally important in bobcat zero turn parts, that is, bob cat zero turn mower parts.
2.If it is found that the burr of the aluminum profile processing product is large, the mold must be sent for maintenance immediately and follow-up treatment is carried out.
3.Stampings tend to get hot, and stock builds up and hardens. Therefore, when punching and opening, before punching the die, a layer of pressure trigger oil should be applied to the raw material (which can release the heat in the heat pipe and can successfully drip the material).
4.For aluminum profile processed products with more punching holes, such as bobcat zero turn parts, also known as bob cat zero turn mower parts, please be sure to clean the mold surface to ensure that the mold and product are always clean and dust-free to reduce top damage. If top damage is found, the top damage of the mold must be found and processed before rework.
5.Flattening the die push block will cause aluminum chips, so the aluminum chips under the push block must be removed every day after production.
1) The hole punch is easy to bring the aluminum scraps out of the car during the punching process, which will cause high temperature damage or even soften the hole punch, so the manufacturer must clean the hole punch or sand the punch in time within 3 to 5 seconds. Orifice 7 days of production. The tragedy needs to be resolved immediately.
2) For 180 sheet metal bending and flat aluminum profile processing products, please make sure to remove the PE film from 10 to 30 pieces to see if there are cracks, because the composition of the aluminum material is not uniform when feeding, so it is very suitable for disassembly production. When the manufacturer stamps the raw material of the die, the first sample needs to be checked.