We Care Your
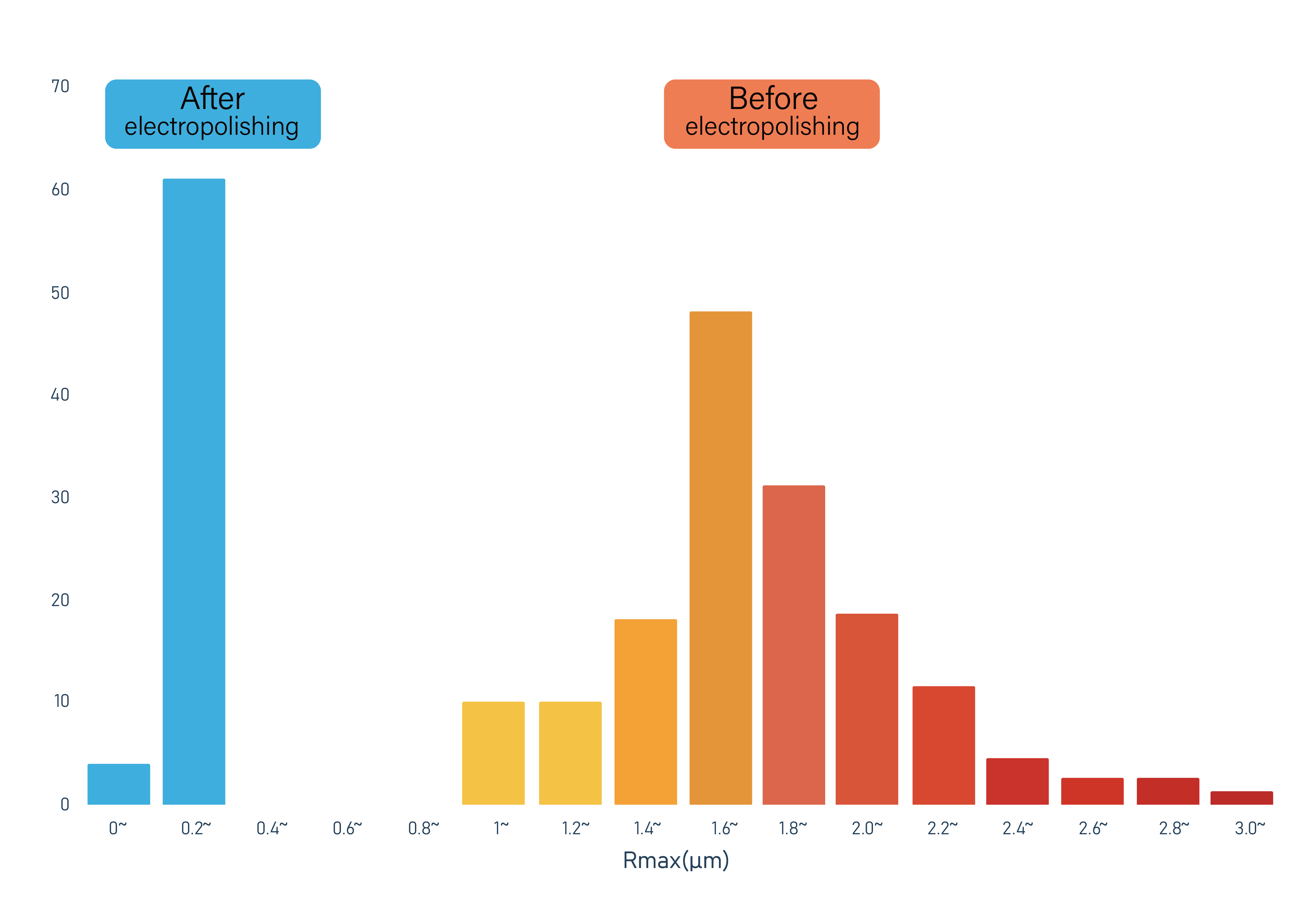
Passivation & Electrolytic polishing Solution
Our qualifications:




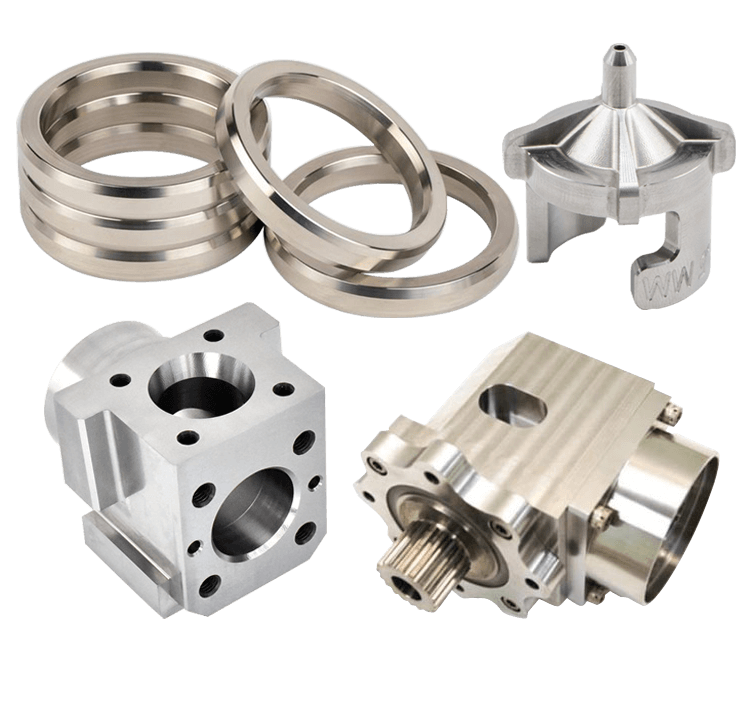

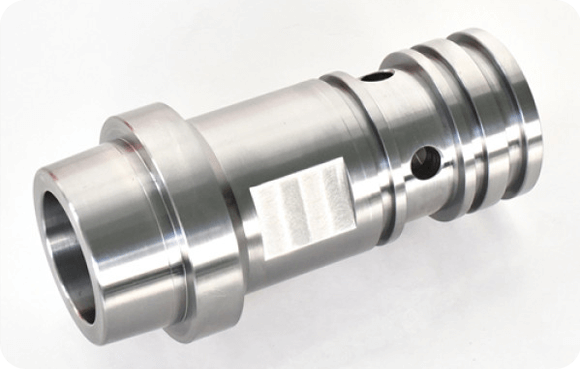
Surface finishes





Critical items
Quality
-
 Standard 1
Standard 1PO consistent
We ensure that every part after machining is as specified in the PO as customer requirements.
-
 Standard 2
Standard 2Quality check
Prior to MP shipment to ensure that each part meets order specifications and Xavier standards.
-
Standard 3
Require consistent
Ensure conformance of parts and any required documentation prior to dispatching the order.


